J’ai trouvé le jeu pour la broche. Je me demande même s’il n’y en a pas à deux endroits différent.
Un sur les paliers de l’axe Y, pour celui là il existe des paliers avec rattrapage de jeu WJ200UME-01-20 chez Igus.
Un autre sur les palier de l’axe Z, on peut remplacer les paliers par les GFM-1315-06.
L’axe faisant 12,7, je me demande même, si ce ne serait pas des dimensions américaines (1/2 pouces) à remplacer par un axe de 13.
Hier on a installé des roulements qu’a ramené @francois pour corriger le jeu en bas. Ça corrige bien le jeu mais ça continue de sauter des pas sur la fin de l’axe Y. On a (encore) cherché d’où ça venait et fait plein de tentatives, mais le problème est toujours là
Et on n’a pas pu faire notre dernier essai (décaler un peu les tubes qui pourraient ne pas être bien droits) car le stop Z ne fonctionne plus. C’est apparemment le fil entre le bouton et le premier connecteur qui est coupé quelque part.
En attendant qu’on trouve une solution pour Y je crois qu’on va simplement restreindre la surface de travail. C’est juste la fin de l’axe qui déconne.
Un des fil avait cassé au niveau de l’interrupteur. J’ai refait le câblage.
J’ai fait quelque essai jusqu’au bout d’Y aller-retour sans aucun problème. J’ai remarqué que la chaîne porte câble était un peu contrainte en fin de course (fixation trop basse). J’ai donc usiné 2 entretoise (posé à coté du moteur Z) pour surélevé la fixation. Il ne manque plus que 2 vis M6x80 pour refixer la chaîne.
Toujours un problème de contrainte importante sur l’axe Y dans ses 20 derniers cm de course…
Après 1 heure de re-re-re-réglages… nous sommes arrivés à trouver le bon qui nous a permis enfin de finir le surfaçage du plan de travail
Le plan est parfait. La qualité de surface obtenu est très satisfaisant.
On peut dire que la capacité d’usinage de la CNC est de 1000 x 800. On perd quelques centimètres en largeur, mais ce n’est pas grave pour faire les premiers essais d’usinage.
C’est plutôt 1000 x 1800. Et environ 100 pour la hauteur (suivant l’outil et si on met une surface au dessus de notre martyr, car on a tellement galéré à le mettre plat que ça serait bien de le garder un peu ).
D’ailleurs les roulements qu’on a installé limitent la descente sur Z à -107. J’ai modifié les paramètres pour que LinuxCNC interdise d’aller au delà.
ce serait bien si on pouvait découper un morceau d’agglo ou de mélaminé.
On a vu qu’on avait ça à l’Acolab (2 panneaux de 300 x 1500 environ)
Le truc, c’est d’avoir un modèle, et on peut prendre celui qui était donné dans le temps sur le site de opendesk
c’est en licence libre, il suffit de s’inscrire et déclarer que le meuble ne sera pas fabriqué pour un usage commercial.
ci-dessous les pdf pour donner une idée du contenu des fichiers .dxf que j’ai chargés table bois 1 meuble2
le tabouret doit être sympa à découper pour un premier essai !
sinon, on peut découper ça dans du contreplaqué de 8mm au début pour faire les premiers tests d’usinage … ça ne doit pas être trop onéreux
Il y a un problème avec le moteur X1. C’était déjà arrivé la semaine dernière et ça s’était corrigé tout seul. Quand on déplace sur X, on dirait que X1 part d’abord dans le sens inverse et puis il finit par suivre mais ça peine beaucoup.
Quand j’ai réessayer le driver moteur, j’ai remarqué que des fils avaient été croisés lors du branchement sur X1. J’ai remis comme j’avais trouvé mais est ce normal ?
Après quelques essais pignon hors prise, le moteur droit seul, le moteur gauche seul, échanger les câbles, il semblerait que les 2 moteurs tirent trop de courant. On a mis 2 moteurs sur le même driver sans remonter la limite de courant du driver. En mettant la limite de courant au max, ça marche.
J’ai fait quelque essai d’usinage. Avec une vitesse de broche de 7000 et une avance de 4800mm/min ça marche plutôt bien sans faire de poussière mais du copeaux.
Par contre il faudrait ramener du scotch double face épais, pour fixer les pièces sur le plateau.
Et le plateau il faudrait le fixer non ? On le visse au martyr-qui-n’en-est-plus-un ? Ensuite les pièces on doit pouvoir les visser au plateau aussi, quand c’est possible.
Le problème est réapparu quand on a testé. Après une longue inspection, on a trouvé que c’est un des connecteurs sur le cable de X1 qui a un mauvais contact. On a soudé le cable en question en dehors du connecteur. Et ça marche très bien maintenant !
On a essayé avec du double face mais ça ne tenait pas assez. On a vissé un plateau sur le plateau, et la planche à usiner sur le 2e plateau. Résultat :
J’ai voulu voir si on pouvait découper le tabouret que m’a envoyé @francois.
HeeksCNC a l’air bien, on peut importer le DXF et ensuite il faut prendre chaque groupe de traits et ajouter un usinage comme décrit dans le nom du groupe (genre faire un contournage extérieur ou intérieur, faire une poche, etc.).
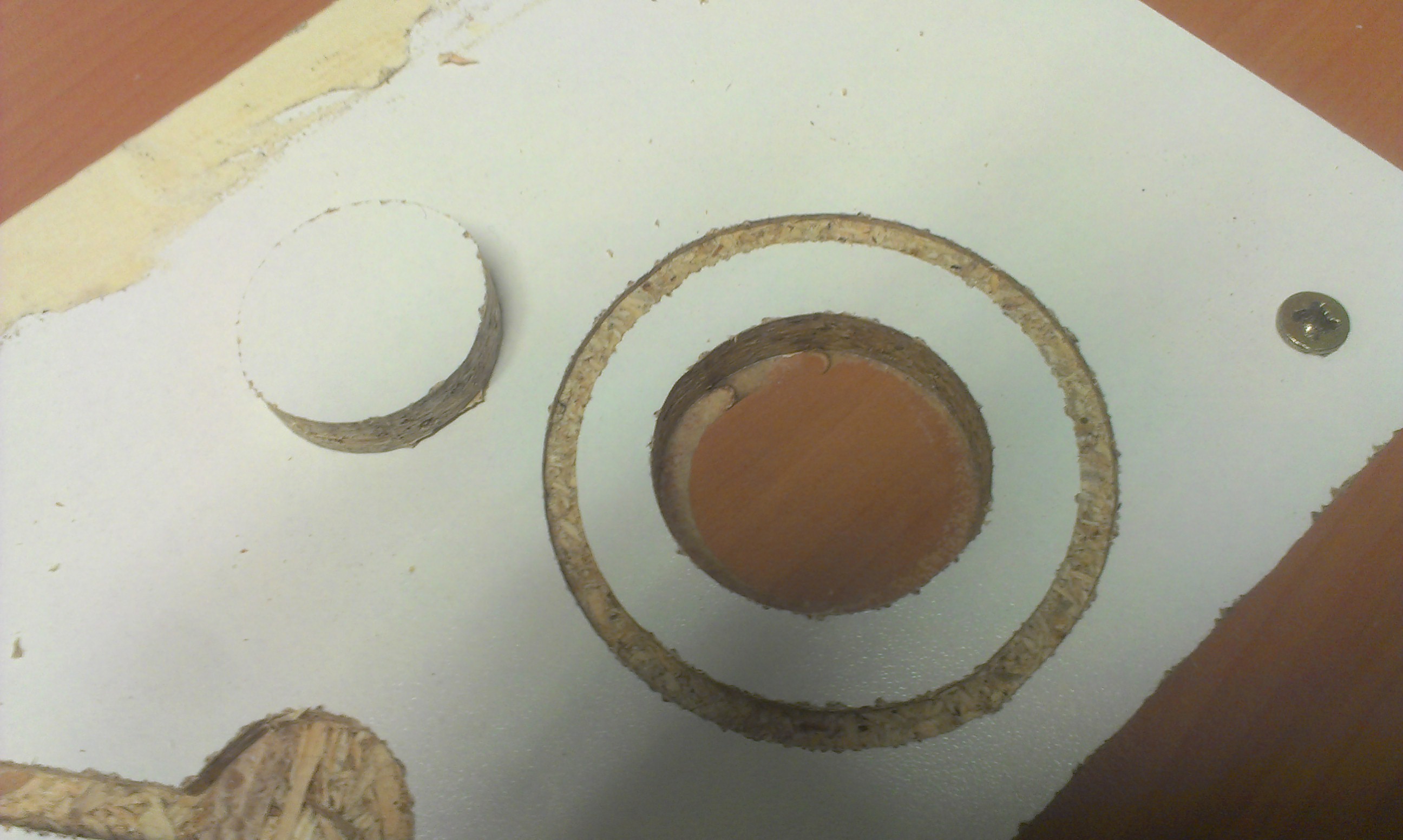
Le cercle découpé n’est pas très rond. À un endroit il manque 1mm sur le diamètre.
Pour faire une vraie impression il faudrait une surface de 1.2x2.4m. Ils mettent 2 tabourets sur une planche. J’ai voulu faire un miniature, mais comme il y a des rainures de 10mm et que la seule fraise qui peut traverser les 15mm des planches au local fait environ 5mm, on ne peut diviser que par 2, donc pas possible non plus, même en enlevant un tabouret.
Donc il faudrait trouver un truc plus petit à imprimer ou récupérer des planches plus grandes. Ou si on veut faire un miniature une planche plus fine.
Je ne suis pas sûr qu’il y ait quelque chose à calibrer vu que ce sont les mêmes moteurs, les mêmes crémaillères et apparemment on a mis exactement les mêmes paramètres sur les 2 axes.
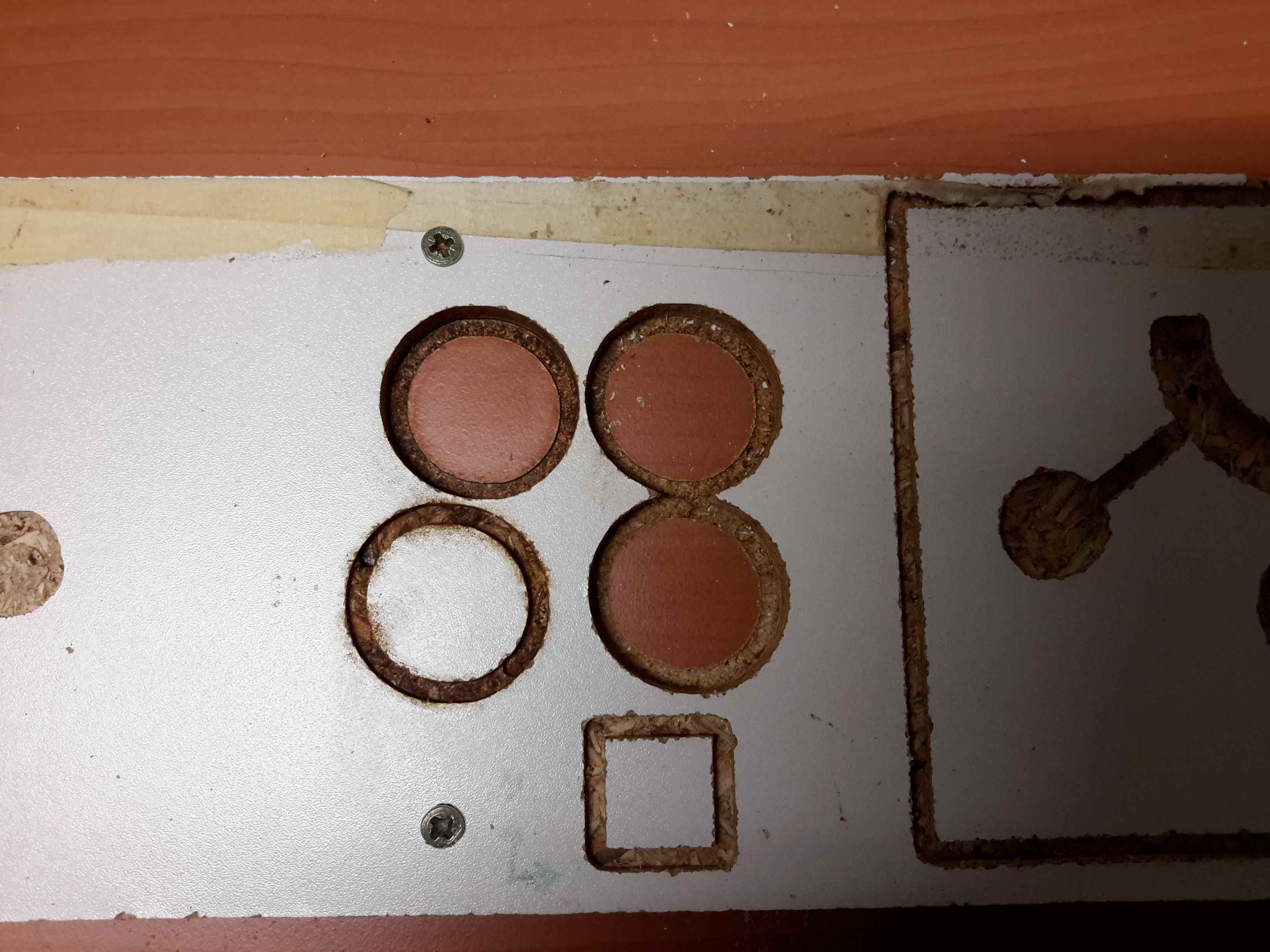
On a fait des essais à plusieurs vitesses de déplacement et on a toujours exactement le même résultat (un rond un peu ovale à environ 45°).
On a regardé la perpendicularité des axes et il y avait un bon écart qu’on a passé un bon moment à corriger. Malheureusement ça n’a pas corrigé le problème.
Nos essais (le trait le plus à gauche est le dernier, il est bien perpendiculaire) :
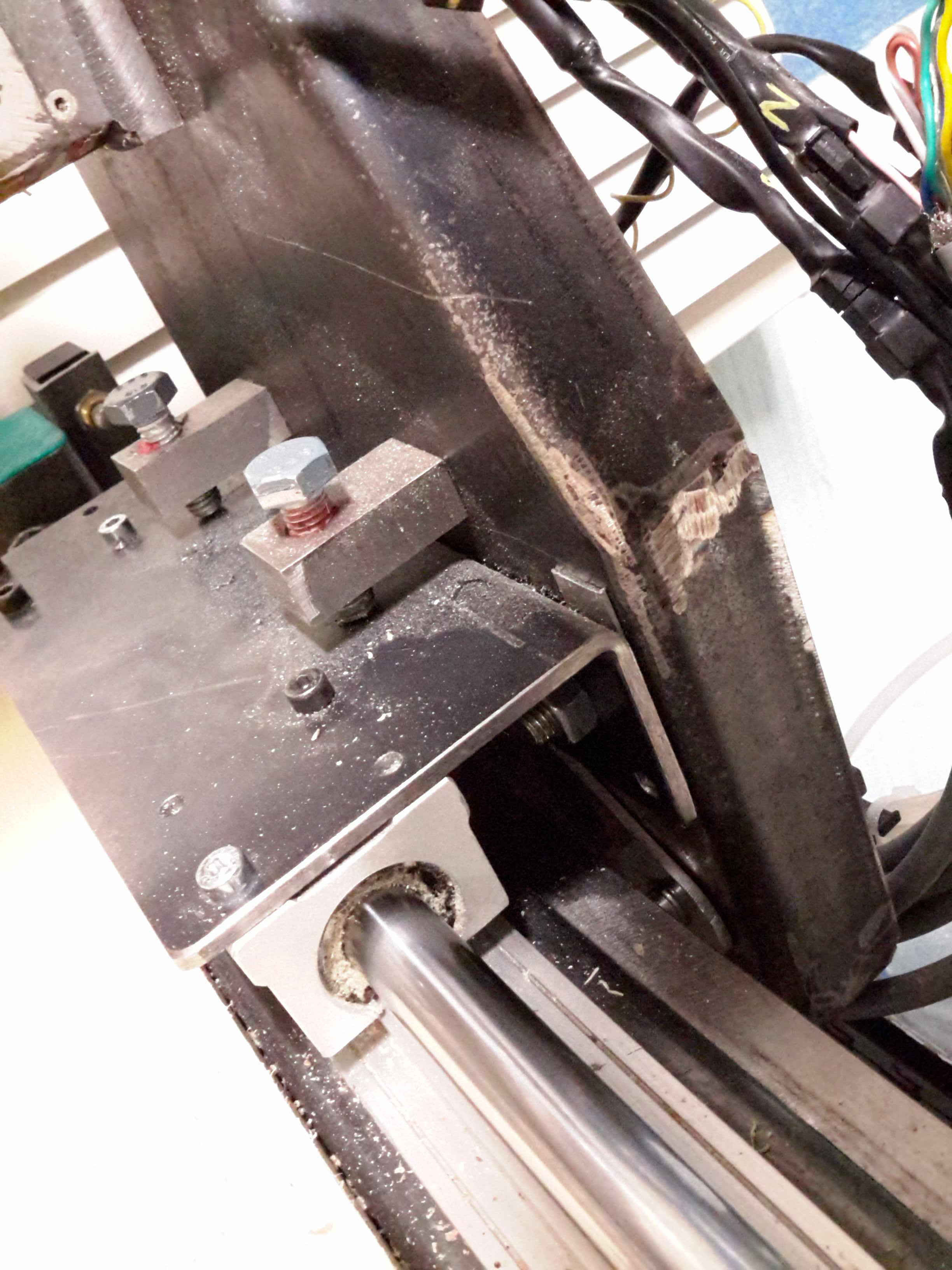
Hier avec @mike, après beaucoup de réflexion et quelques essais. Nous pensons avoir trouver la source de cet ovale. Il y du jeu entre un des axe de guidage de Z et la platine haute. Il ne doit pas y avoir plus de 0.3mm mais cela suffit à rendre le rond pas rond.
Le plus propre serait de mettre une vis de pression pour immobiliser l’axe. Une autre solution serait de coller l’axe dans sont logement au frein filet.