J’ai repensé à la gamme d’usinage de ton carter. Il me semble qu’il faut faire en 3 phases pour un problème de bridage. En seulement 2 phases, je ne vois pas comment brider ta piece si le plan de joint n’est pas déjà usiné. Lorsque j’avais fait cette piece en roofmate pour tester, j’avais tenu la piece en phase 2 avec du double face car il n’y avait presque pas d’effort de coupe mais dans de la vrai matiere ce serait different.
Phase 1 : surfaçage de la surface du plan de joint à Z 45.
Bridage : par dessous avec des vis à l'extérieur du carter dans la matiere qui partira en phase 2.
Z = 0 au plateau (pour bien avoir une epaisseur finie de 45mm par rapport au plateau)
outil fraise cylindrique à déterminer
rot broche à déterminer
avance à déterminer
Phase 2 : usinage de l’extérieur du carter (retournement par rapport à la phase 1)
Bridage : Par dessous avec des vis a l'interieur du carter dans la matiere qui partira en phase 3.
Z = 0 en haut de la piece pour bien se referencer en Z en haut de la piece et ne pas enlever de matiere en haut dans le surfacage( utilisation de l'option surfacage 3D dans cambam )
outil fraise spherique à déterminer
rot broche à déterminer
avance à déterminer
percage des trous de fixation du carter pour reindexation et bridage en phase 3)
outil foret à déterminer
rot broche à déterminer
avance à déterminer
finition de la surface à Z = 25 (plan de serrage du carter sur le moteur )
outil fraise cylindrique à déterminer
rot broche à déterminer
avance à déterminer
phase 3 (retournement par rapport à la phase 2)
indexation en utilisant 3 trous faits en phase 2
bridage avec des vis en utilisant les 6 trous restant (il faudra peut etre prevoir un support sous les trous ( à voir)
z=0 en haut de la piece pour garantir la profondeur du carter par raport au plan de joint.
contournage intérieur avec un outil spherique pour laisser un rayon au fond de l'intérieur du carter
outil spherique à déterminer
rot broche à déterminer
avance à déterminer
pocketing de la matiere restante avec un outil cylindrique
outil fraise cylindrique à déterminer
rot broche à déterminer
avance à détermine
Qu’en penses tu ?
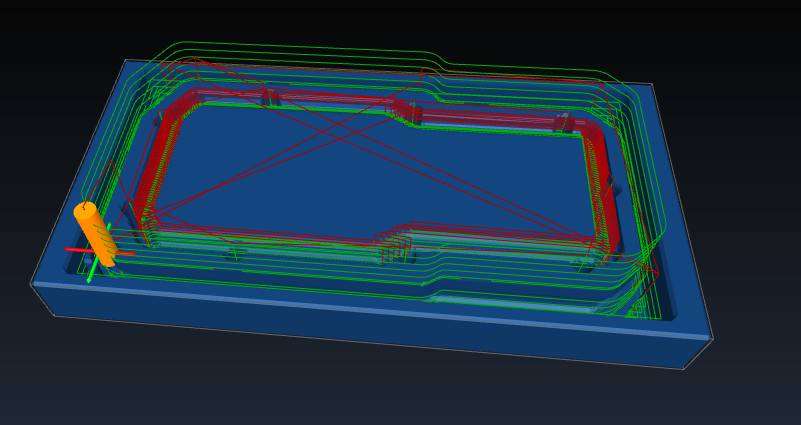
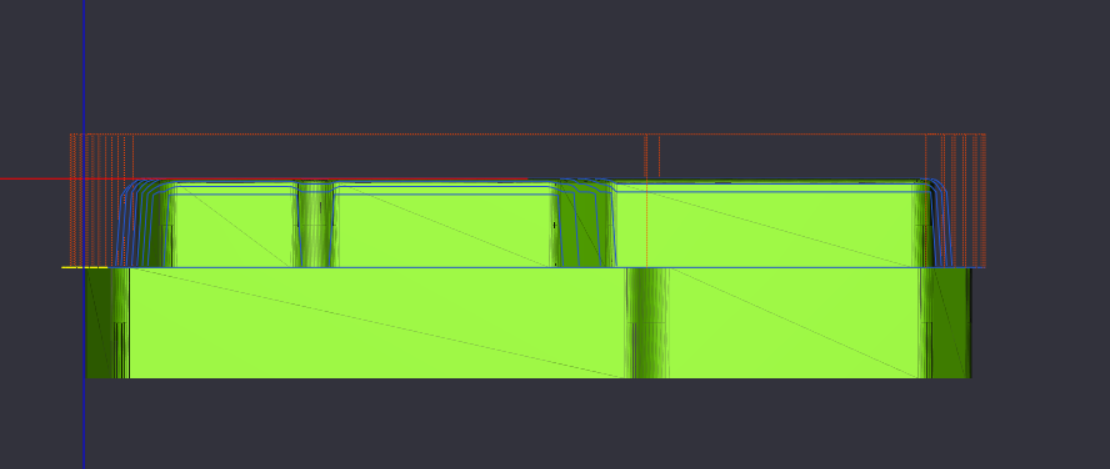
J’ai fait un test vite fait pour le surfacage 3D en phase 2 du dessus du carter avec un STL que j’ai fait vite fait à l’arrache en partant du dxf et des cotes dont je disposais. C’est l’usinage dont on a parle hier et qui nous manquait. Pour cet usinage, il faut un stl car on utilise le profilage 3D dans cambam.
Si tu es d’accord, je te propose d’utiliser ce post pour avancer et pour lieu de stockage de tous les fichiers générés.
fichiers générés le dimanche 10/12
usinage prevu acolab le dimanche 10 12.zip (838,6 Ko)
Settings décidés lors de la préparation
Phase 1
le Z = 0 est au plateau afin de bien respecter la cote H=45mm
Les X et Y = 0 sont à gauche et en bas du brut.
Phase 2
Le retournement de la piece sur la machine est fait autour de l’axe X (180°)
Le Z = 0 est en haut de la piece (+45mm par rapport au plateau) afin de ne pas griffer le haut de la piece lors du surfacage pour les congés du haut. De plus une surepaisseur de 0.2mm a été mise sur le profilage 3D toujours afin de ne pas griffer le haut du carter.
Le X=0 et Y= 0 sont à gauche en bas de la pièce finie ==> la gauche du brut est à X = -5, le bas du brut est à Y = -5
Phase 3
Le X=0 Y= 0 est situé dans le trou d’indexation (le trou bas gauche). Un deuxieme trou à droite est utilisé pour vérifier l’alignement de la piece