Quelqu’un a-t-il de l’expérience dans l’impression de filament PLA bois ?
Salut!
Oui j’ai essayé ça 1 fois et malgré le fait que j’avais imprimé une tower temp pour connaître la température idéale pour l’impression, aucune température ne correspondait à une impression clean.
Ca bave bcp et fait des « toiles d’araignées » de partout.
Voilà le retour d’expérience que je peux te donner uniquement en me basant sur le produit wood de chez eSun.
Tandis qu’à côté de ça, une tower temp d’un Abs classique, c’est très clean quasiment partout.
La impossible d’avoir quelque chose de propre…
Salut,
Moi aussi j’ai fait des tours de températures. Et comme toi ça fait beaucoup de fils.
J’utilise du SUNLU et mon imprimante est une Creality CR10V2.
Bon, je continue mes expérimentations.
Je n’ ai jamais utilisé de filaments bois mais par expérience je dédie une imprimante par type matériaux (a moins d avoir un corps de chauffe ou tête amovible oui je parle français ![]() ).
).
Je sais que certains matériaux sont très abrasifs (pla carbone par exemple) pour les buses donc il faut passer par de buse acier.
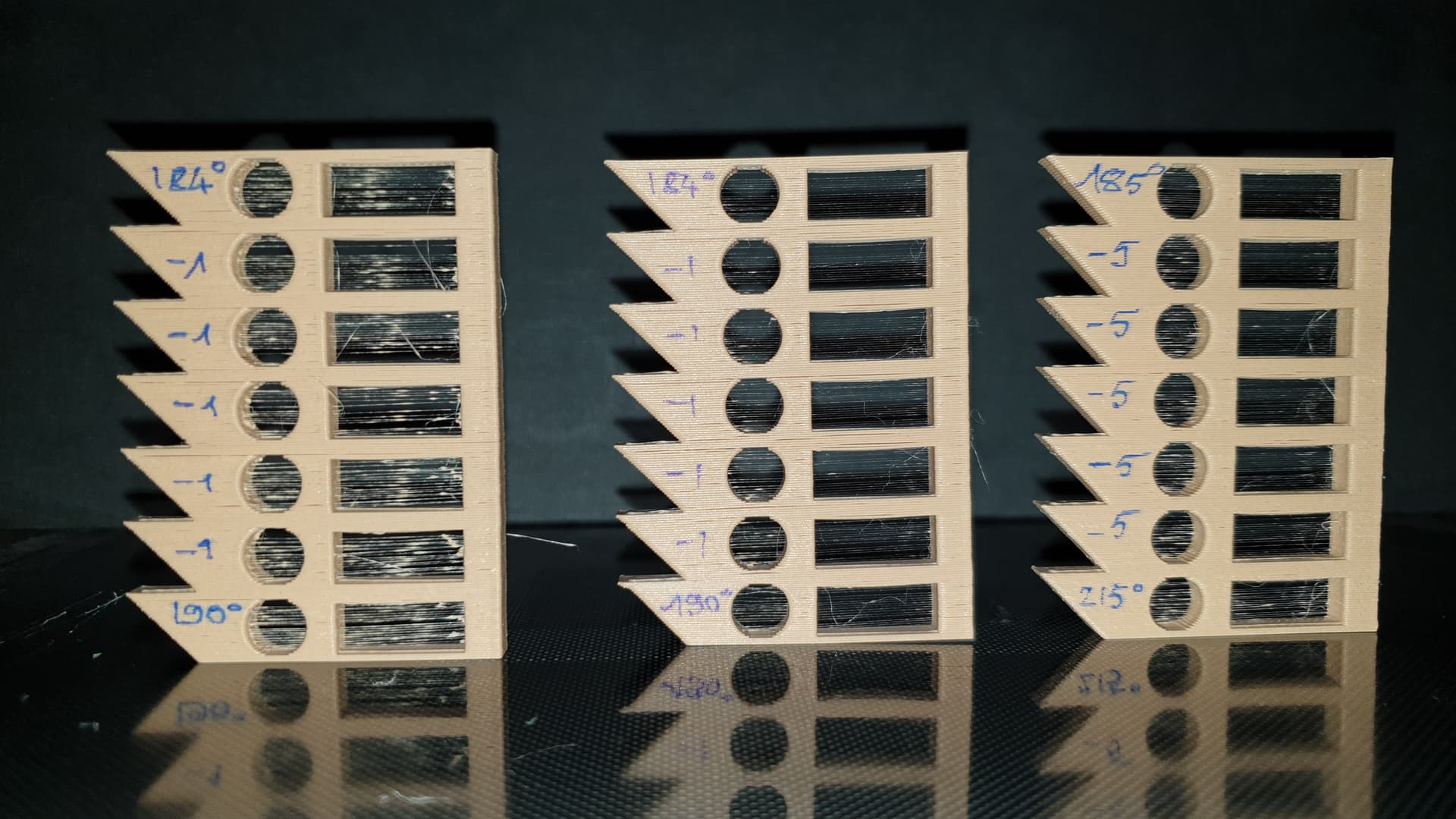
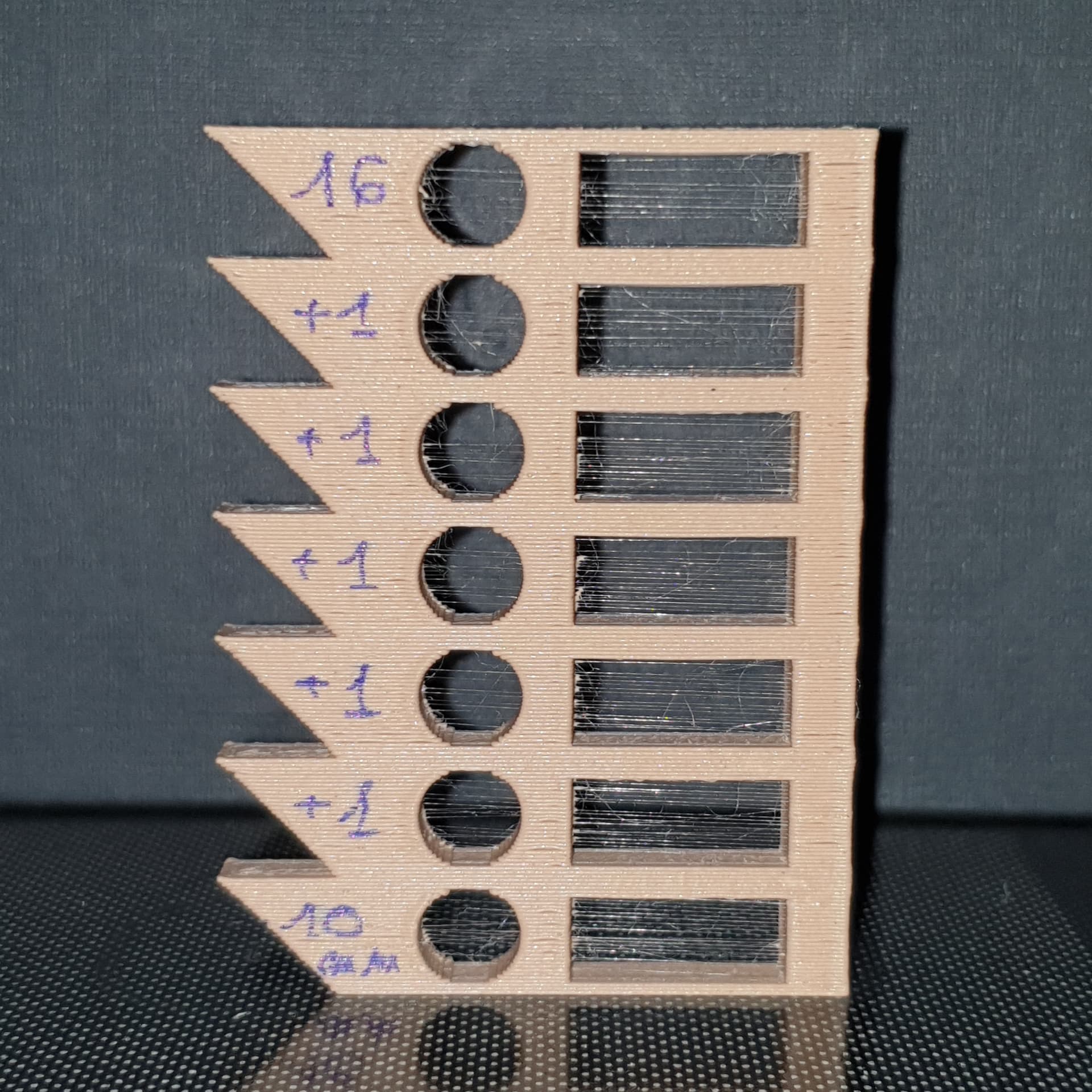
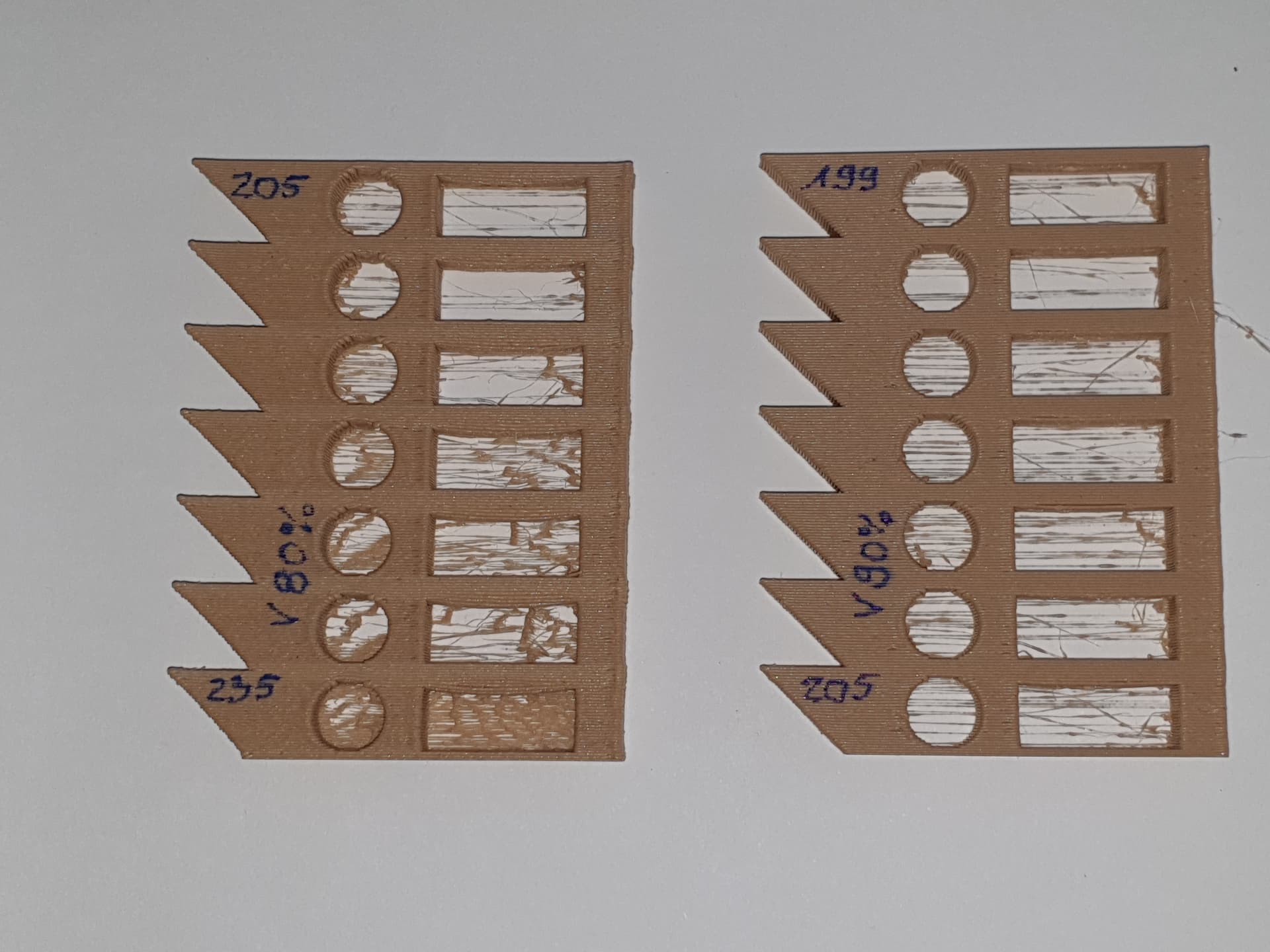
Tiens regarde la différence dont je parlais sur une tower temp de 185 à 230 degrés
Si je devais vouloir avoir le même type de rendu qu’un filament bois, je partirai sur un Abs classique voir si possible une couleur proche du bois que je veux, puis je le peindrai ainsi je serai sur d’avoir un truc clean dans un 1er temps, puis le look que je veux

Après… Sûrement qu’en jouant sur la vitesse de déplacement + vitesse de rétractation tu dois pouvoir réduire l’effet toile d’araignée
Oui, dans l’immédiat c’est le premier paramètre sur lequel je vais travailler.
Après, il y a ce fil pré-moussé Polymaker PolyLite LW-PLA, plutôt pour impressions d’avion, qui est un peu plus léger que le PLA classique, et qui peut faire penser à du PLA bois.

Erreur, c’est du OVERTURE air PLA.
Un séchage préalable du filament avant impression peut aider à réduire les « fils ».
Dans mon cas, il s’agit d’une bobine neuve de PLA bois. Donc je suppose qu’elle était dans de très bonne conditions d’hygrométrie. Tous mes fils sont stockés dans des sachets congélation étanches avec sachets de sel de déshydratation.
Tout dépend de la qualité de l’emballage. Un simple film plastique n’est pas étanche à l’humidité.
De plus lors de la fabrication des filaments ceux ci sont refroidi dans un bain d’eau et à ma connaissance ne sont pas séché avant emballage.

Très bonne précaution.
Attention tout de même à la durée de vie des sel de déshydratation. Elle n’est malheureusement pas infini ![]()
Pour le sel de deshydratation le sel « en vrac » utilisé dans les labos qui change de couleur quand il est humide se régénére facilement en le passant au four à 100-110 °c
ça doit aussi marcher pour les sachets ???
J’utilise des petits sachets tout prêts. On ne peut pas voir la couleur des cristaux.
Voici les 3 dernières tours de températures. J’ai obtenu le moins de fils à une température de 184°C, bien en dessous des préconisations du fabricant, et en augmentant la vitesse de déplacement à 150mm/s. J’ai imprimé un hibou avec ces valeurs. On constate des manques d’extrusions. Pour les fils un coup de briquet permet des les faire disparaître.