Mise à disposition d’un outil pour enlever les attaches laissées par Cambam.
Une icône a été créé sur le Pc de la CN.
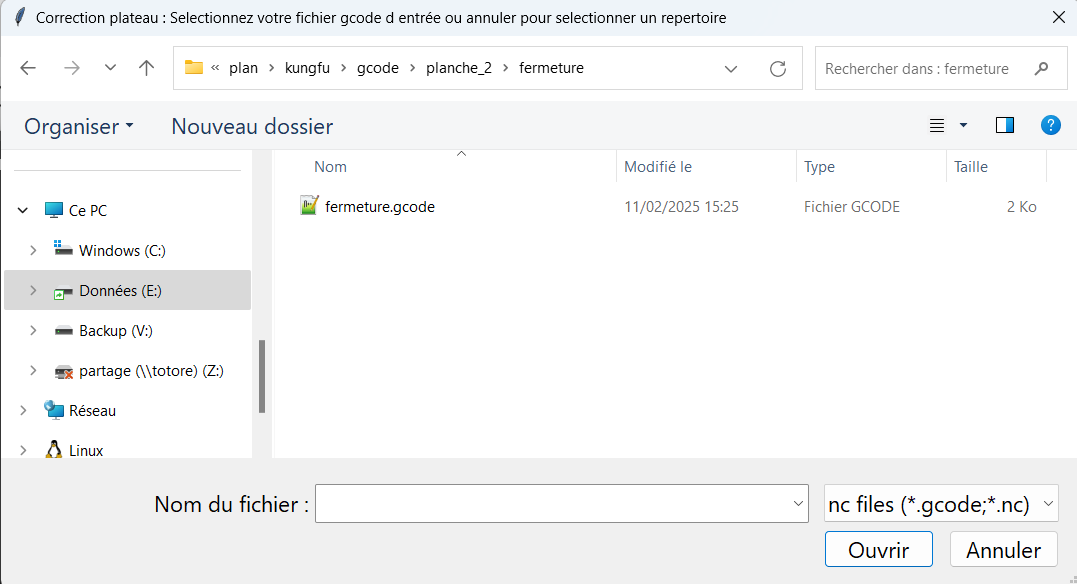
Cet outil développé en python génère le gcode nécessaire pour enlever les attaches à la fin de l’usinage. Il doit être lancé sur le fichier gcode qui contient les attaches. Le programme respectera la hauteur de passe initialement choisie dans Cambam pour enlever les attaches. La première question sera le nom du fichier qui contient les attaches.
Les 2 extensions autorisées sont « gcode » ou « nc ».
2 possibilités s’offrent à vous :
- Intégrer les usinages nécessaires à l’enlevement des attaches dans le fichier gcode initial ==> l’enlèvement des attaches sera rajouté après le dernier usinage dans le fichier gcode initial. Pour ce faire, répondre « oui » à la question ci-dessous.
- Créer un fichier gcode séparé qui ne fait qu’enlever les attaches. Répondre « Non » à la question ci-dessous.
Si vous intégrez l’enlèvement des attaches dans le fichier original, le programme va créer un fichier gcode appelé « (nom_original)_avec_attaches.gcode » dans le même répertoire que le fichier original. C’est ce fichier unique qu’il faudra lancer sur la machine.
Si vous n’intégrer pas l’enlèvement des attaches dans le fichier original, le programme va créer un fichier nommé (nom_original)_attaches_seules.gcode. Il faudra lancer le fichier original dans un premier temps puis ce fichier ensuite pour enlever les attaches.
Limites : Dans Cambam, il faut mettre les attaches sur une seule entité. En effet le programme cherche dans le gcode original une montée suivie d’une descente de la même valeur. Si l’attache est sur plusieurs entités, il y aura 50% de la monté sur la première entité, puis 50% sur la seconde et enfin la descente complète sur la deuxième entité. Dans ce cas, le programme python ne trouvera pas cette attache.