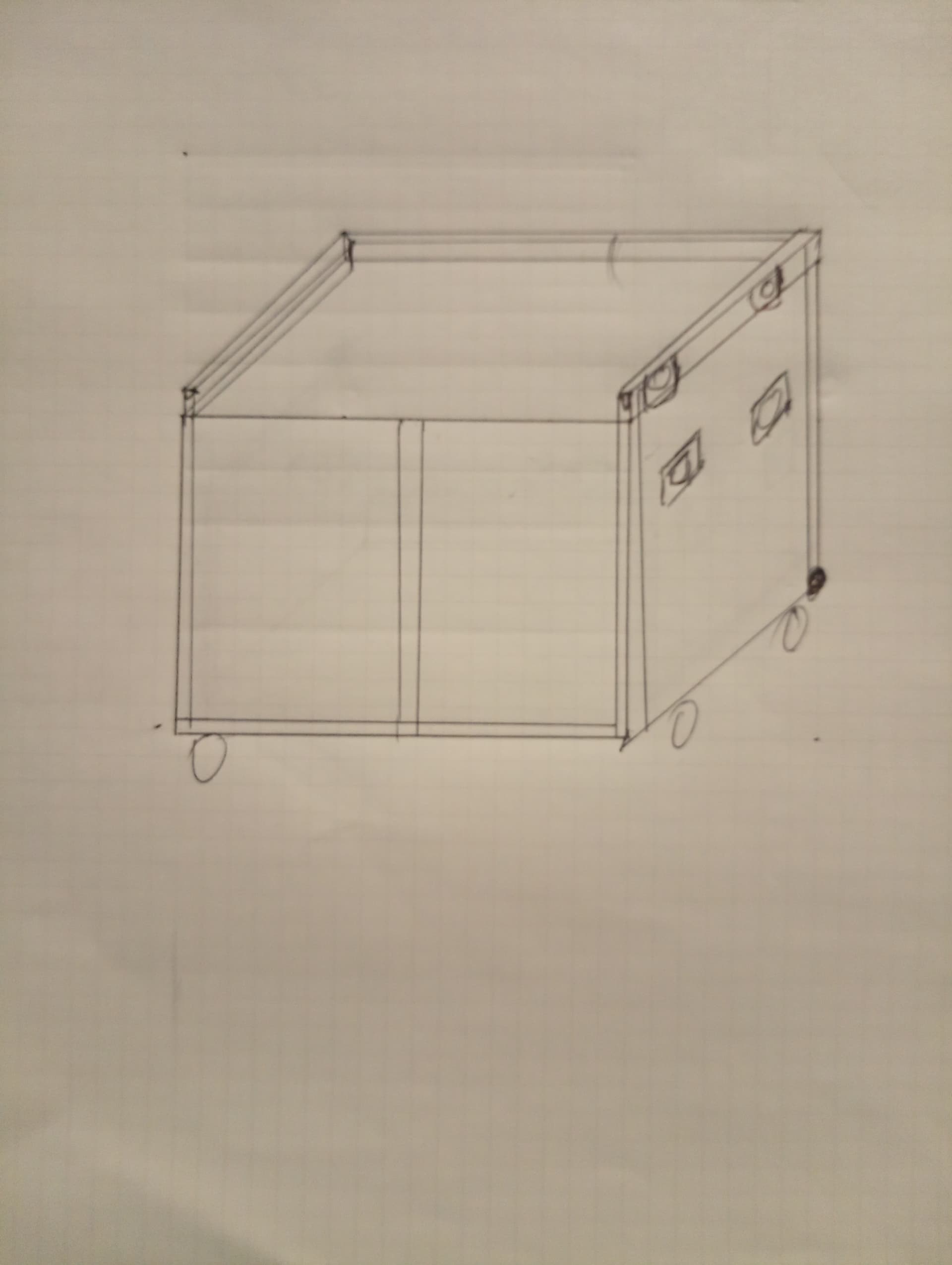
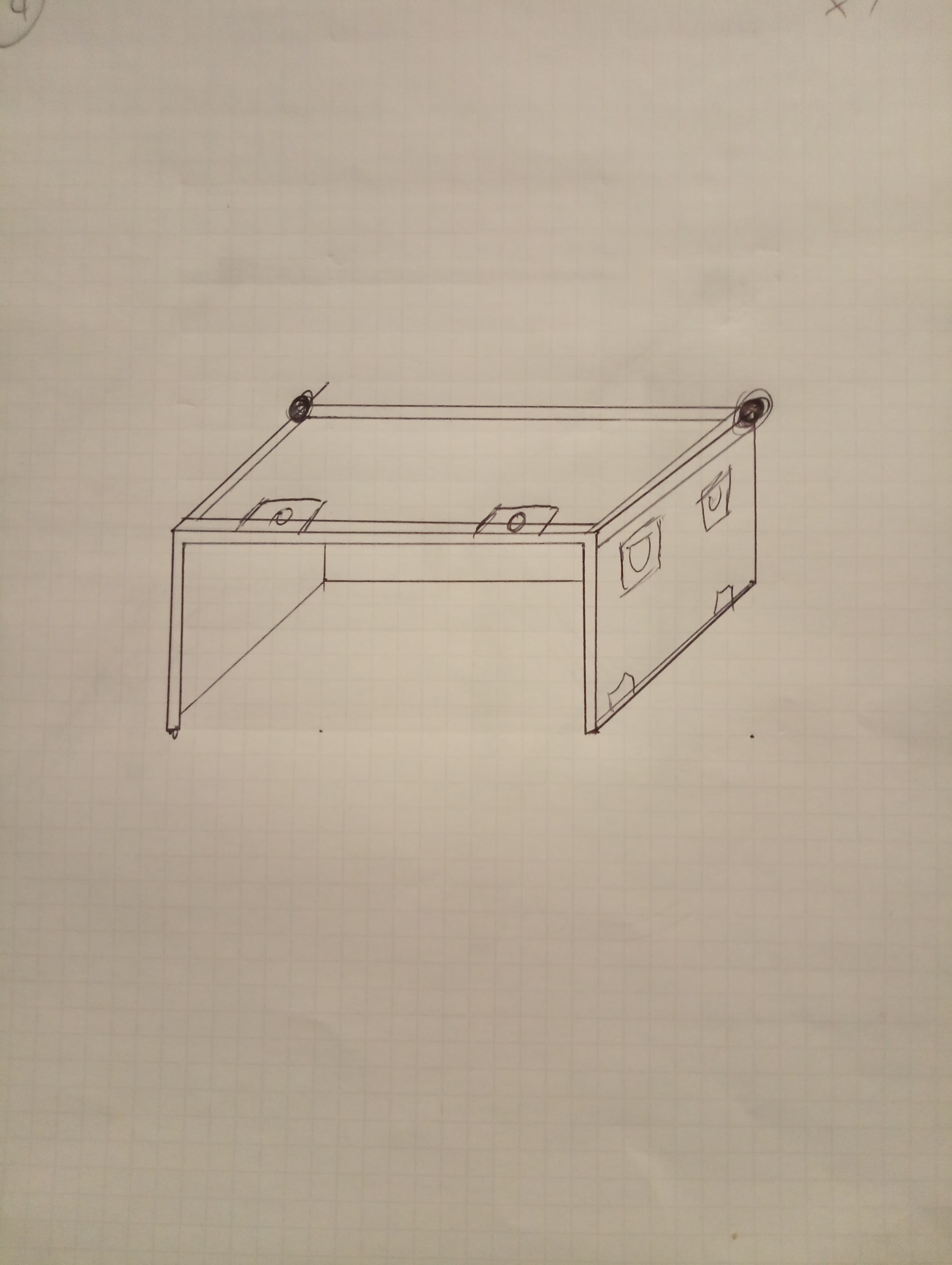
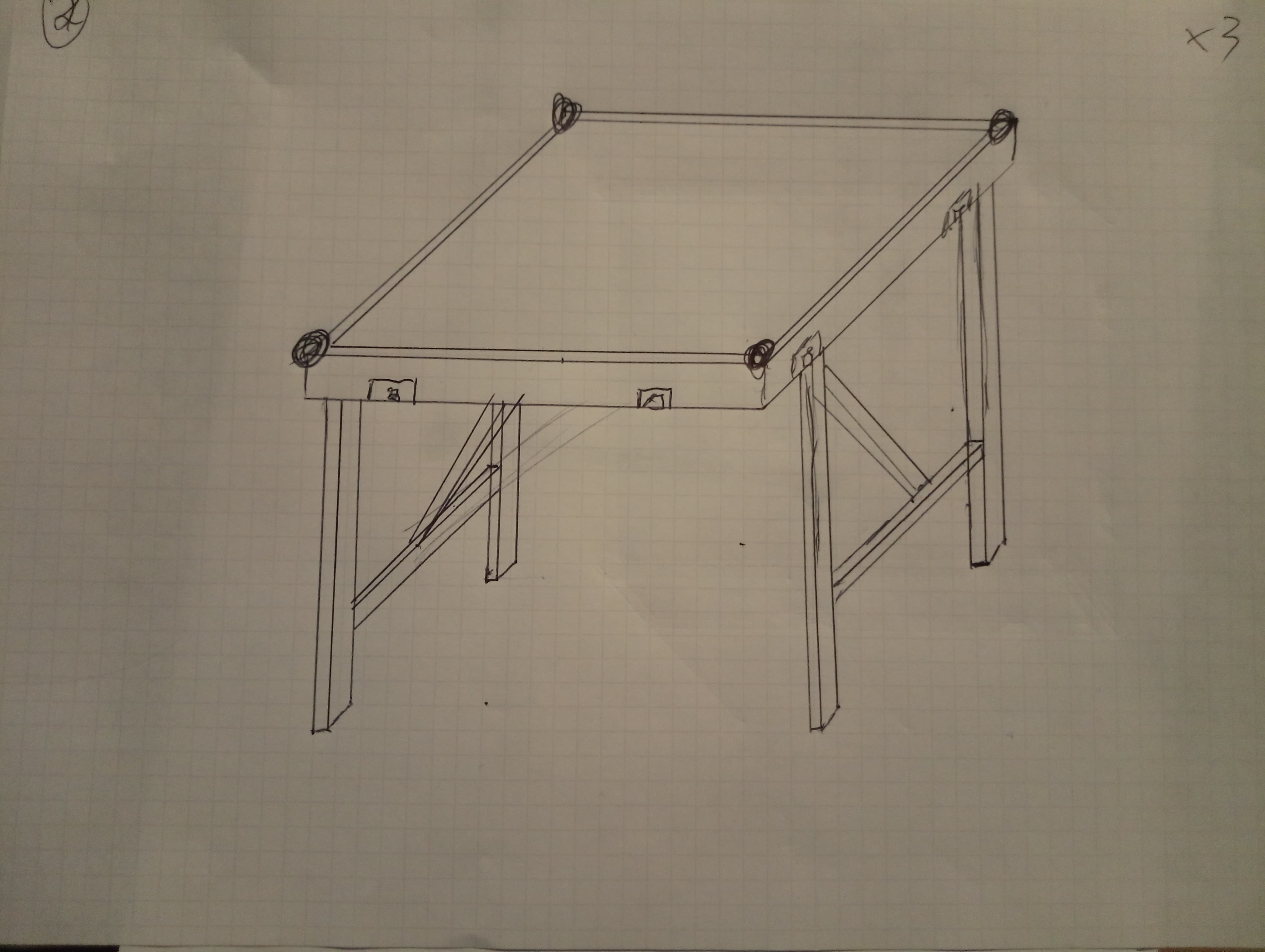
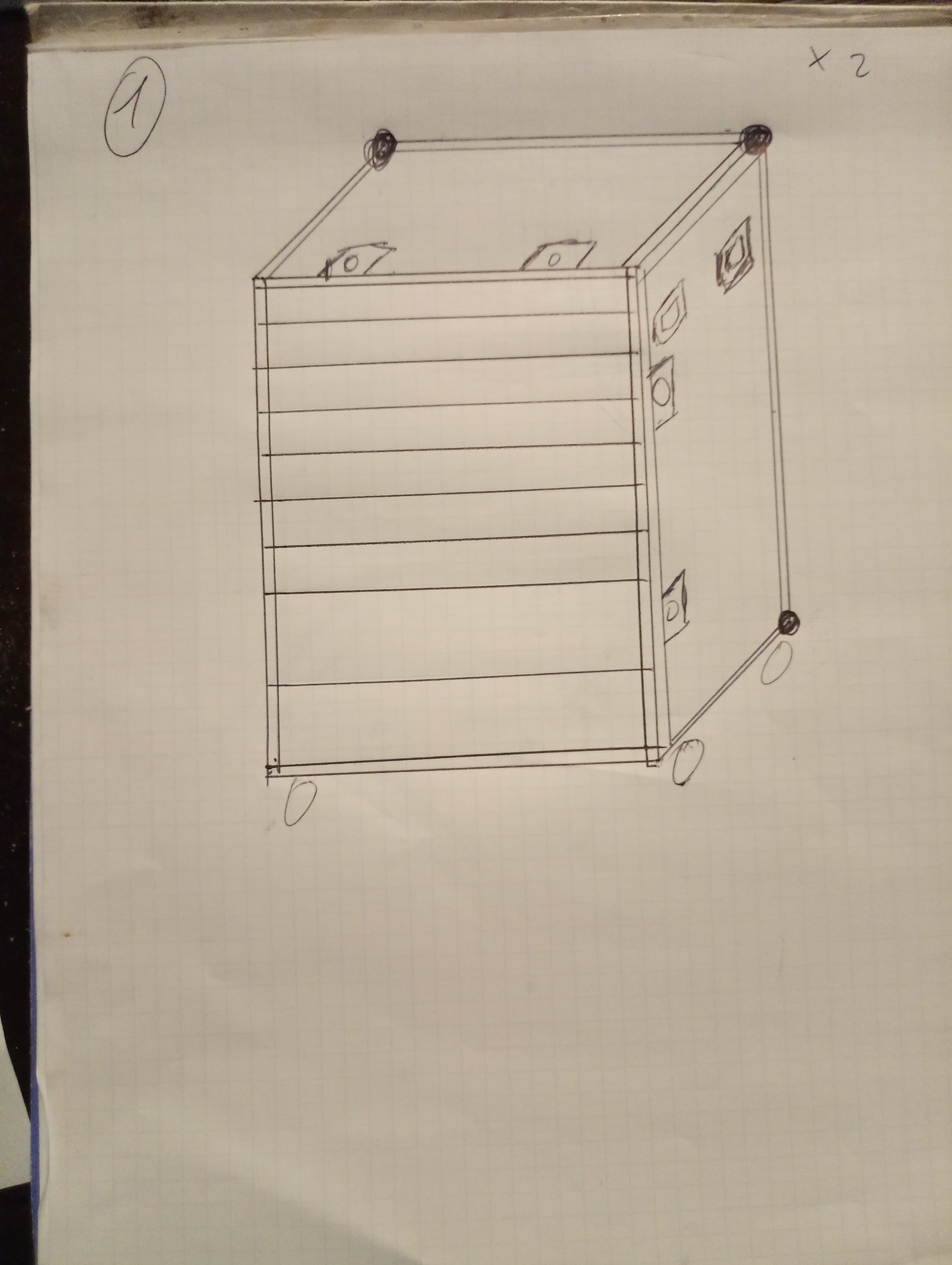
@Thierry Voici ce que je veux réaliser avec plus de tiroir
<

Super matériel, mais il y a pas mal de boulot.bon projet ![]()
pour les accesoires:
https://www.thomann.de/fr/elements_individuels_rack_et_case.html
apparement intéressant:
J’étais tombé sur ce tuto aussi qui a des liens vers un autre vendeur d’accessoires :
Quand mon cerveau m empêche de dormir et qu’il veut sortir des trucs:
Il vas y avoir du taf mais heureusement que l on a une CNC pour les perçages et découpe de poignées.
@pinatl la grande CNC pourrais percer de la cornière en alu ou en fer (trou de diamètre 4 ou 6)?
Ça vas être trop la classe à dallas.![]()
Quelqu un aurai une riveteuse pneumatique ?
Quand je veux percer de la feraille sur ma CN, Je pointe en CN et je perce ensuite avec la perceuse a colonne. Il faudrait acheter un foret a pointer, je ne pense pas que nous en ayons un a l acolab.
Je vais avoir une centaine de trou a percer par fly caisse
des p’tits trous des p’tits trous, toujours des p’tits trous!
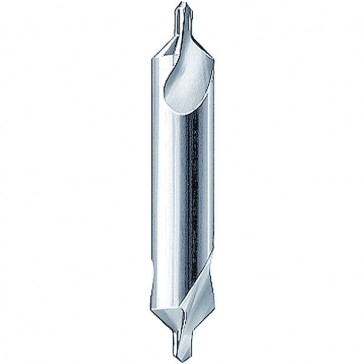
Si tu parle de ça :
on en avait dans l’ancien local à chercher mais ils avait tendance à casser facilement au tour
Sinon tu pense que la CNC ne percerait pas des trou de 5.5mm dans de la cornière alu de 2mm ?
si je règle décente doucement en montant un foret classique
si absolument mais je pense que tu te feras plus c… car il faudra les pointer de toute facon.
En fait c’est beaucoup plus solide qu’un Foret du même diamètre !!!
Seulement il faut aller doucement pour centrer ![]()
Théoriquement ça ne casse jamais sauf si on rentre dans la pièce comme un bourrin ![]()
Envoyé de mon iPhone
Donc… petite précision……
Les forets à centrer sont très solides !!!
Sauf qu’il ne faut pas rentrer dans la pièce comme un bourrin. Depuis que j’ai récupéré mon tour, une bonne 15aine d’années, j’ai dû en casser 1 dans de la ferraille dure comme du titane ![]() . Sinon si tu regardes bien, l’âme est très épaisse et permet d’être beaucoup plus solide qu’un foret du même diamètre.
. Sinon si tu regardes bien, l’âme est très épaisse et permet d’être beaucoup plus solide qu’un foret du même diamètre.
Cela permet aussi de ne pas vibrer.
Ensuite il faut tourner à la bonne vitesse !
On en avait effectivement un que j’avais fourni me semble-t-il ?
Il doit être encore dans le tiroir du tour.
J’en apporterai un autre.
Pour tes trous, il faudrait, pour que la broche ne vibre pas, un foret série courte. Et pour un petit diamètre on pourrait s’affranchir de pointer.
Mais pour percer dans la ferraille, en plus dans du fer plat je pense, il faut tenir compte de la croûte et percer doucement « à l’attaque » ce qui n’est pas possible à la CNC je pense. Enfin je ne vois pas comment on peut faire…![]()
Donc la solution c’est de pointer en attaquant doucement avec le foret à pointer et ensuite percer à la perceuse sensitive.
Enfin c’est mon avis ![]()
@francois et pour l alu ?
pour pointer a la cn je positionne x et y en commande g00 et pour le z j utilise le pendant ce qui revient a faire ce que preconise @francois
Je pense plutôt faire un programme car il y aura un paquet de trou a faire
Pour l’alu c’est différent !
Avec un Foret très court on perce direct
Envoyé de mon iPhone
@gael. si tu perces les montants alu a la cn il faut penser au montage de chaque montant entre les programmes ou monter tous les montants si tu ne veux q’1 seul programme ce qui est complique. il vaut peut etre mieux percer le bois en cn et contre percer l alu a la perceuse.
Je compte standardiser les trous des cornière ex :tous les 11.235mm😉.
On a une CNC c est prévu pour normalement.
Et pareil sur les planches.
Je ferai plusieurs programmes.
Je ferai un outil de bridage pour faire plusieurs cornière a la fois. J ai 60 cornières (de différentes dimension) a percer ce qui représente 300 trous.