Sans doute un “déterrage” de post" (introuvable d’ailleurs!)…
Cela concerne l’affichage de la position des axes du tour.
Nous avons les règles optiques et un semblant de carte qui dort sur une étagère.
Je sais, ce n’est pas bien, mais : ici il y a une chinoiserie bien tentante !.
Maintenant, l’électronique peut-elle prendre en compte nos règles optiques (il y a plusieurs catégories et systèmes de codage…) ???
Que fait-on ?
On s’équipe d’une visu “clé en main” à 70€ ?
On relance l’étude et la fabrication à partir du MSP430 ?
Francois Pascal et moi avons remonté la règle digitale sur l’axe des X sur le tour metal qui ne fonctionnait plus. C’est à nouveau fonctionnel.
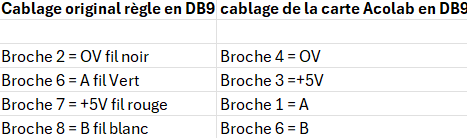
Par contre la carte n’etant pas cablée en DB9 comme les regles, voici la correspondance. A priori, toutes les règles sont cablées de la même façon donc au prochain changement de règle il faudra faire la même translation de PIN.
Je n’ai pas trouvé le pistolet à colle. Il faudra recoller le boitier derriere le tour.
Il faudra peut-être étalonner la règle.
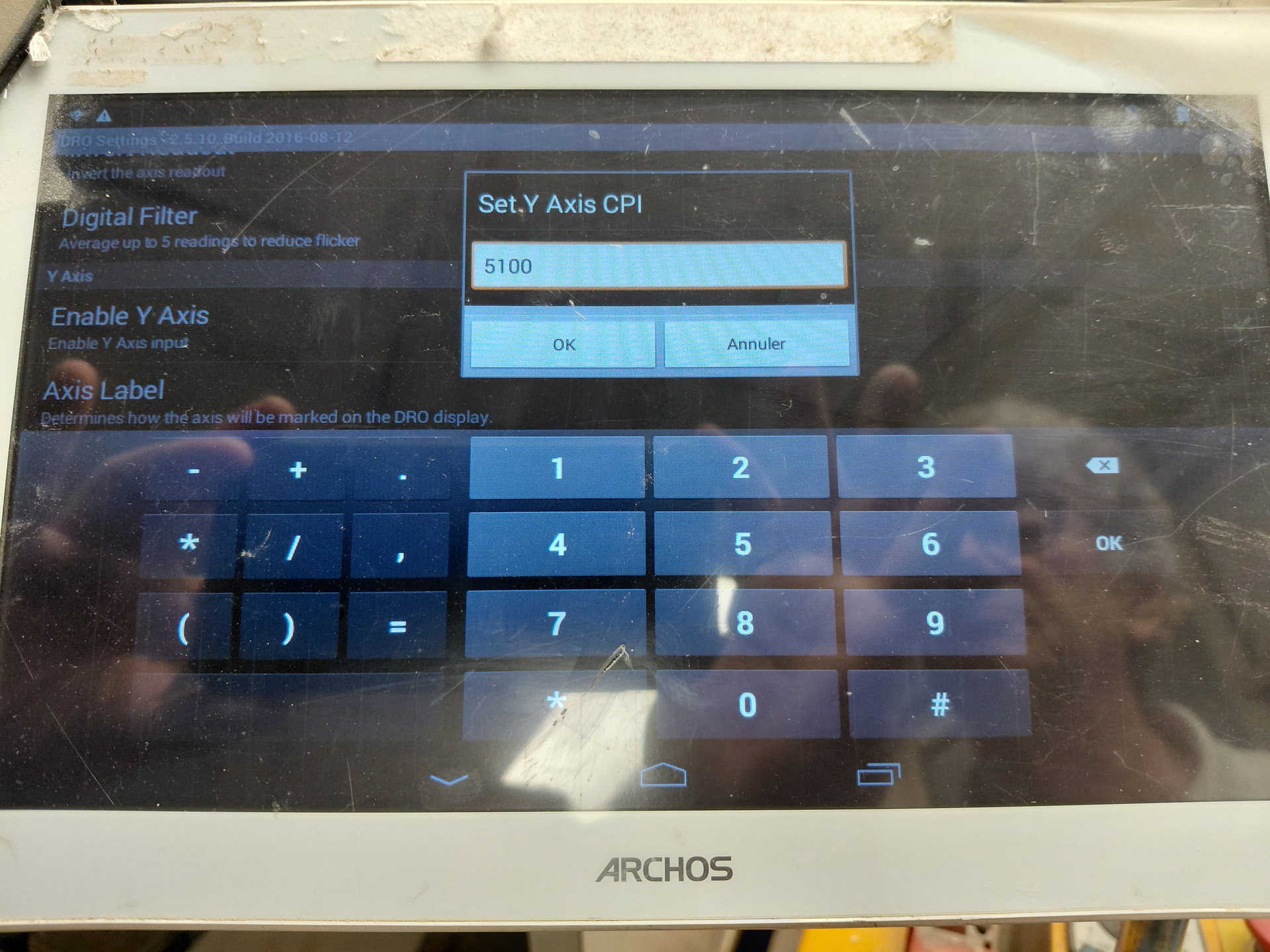
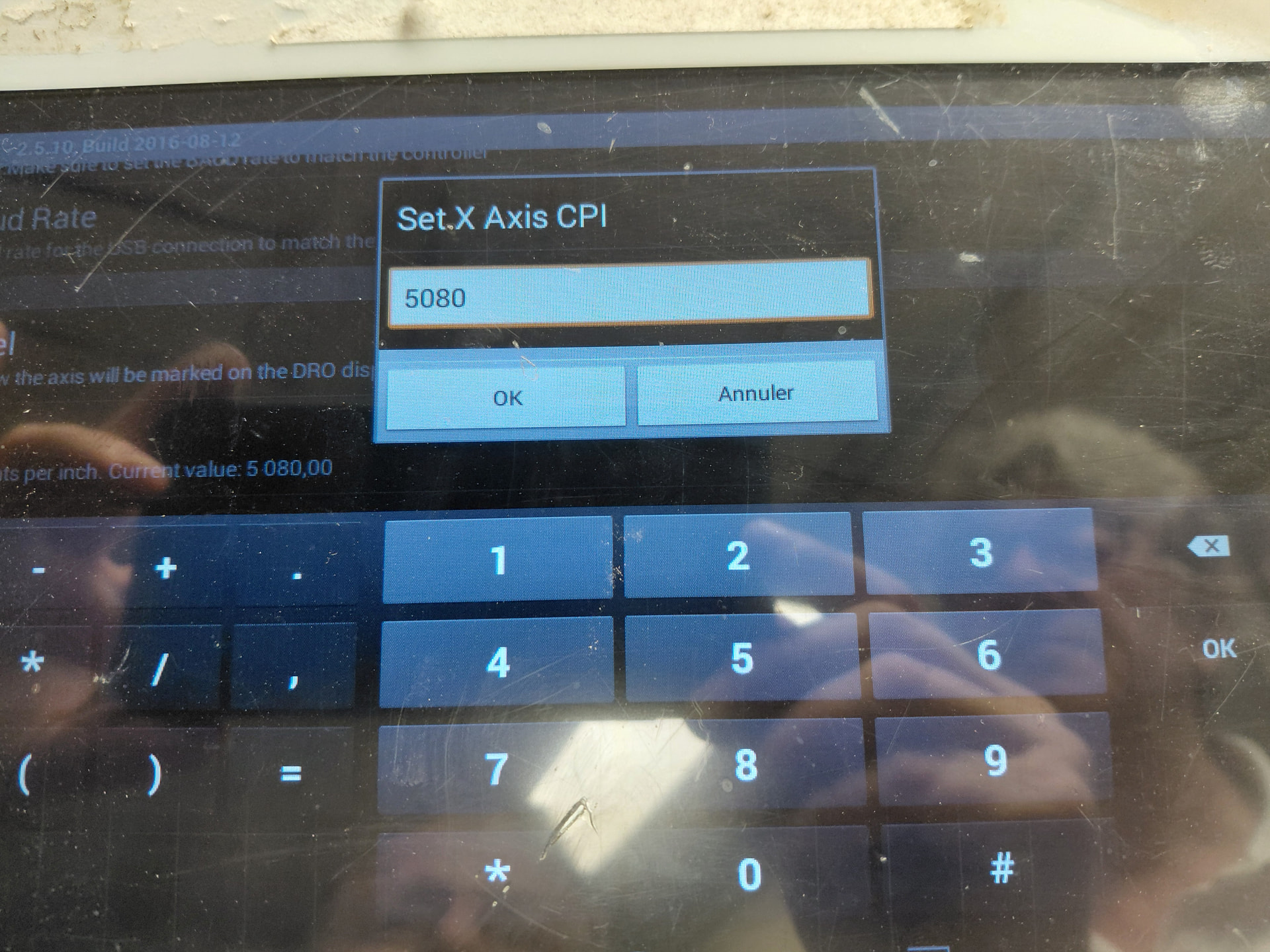
Il y a un paramètre : nbre d’impulsions / mm.
Cela donne la précision de la mesure.
j’ai regardé, sur un pouce on avait une erreur d1/100 de pouce. A mon avis il n’y a rien à faire.
Ça me paraît beaucoup !
Ça veux dire que pour 1 tour de vernier du longitudinal on a 0,25mm d’erreur
Soit la mesure est faite au vernier et à l’œil et là c’est peut être une erreur d’appréciation, soit c’est une erreur réelle et là c’est énorme.
Ça veut dire qu’on aurait 1mm d’erreur sur une cote de 100 de long !
Pour être sûr, il faut réaliser un déplacement de 100mm avec un pied à coulisse fixé sur le chariot et avoir 100,00 +/- 0,01 mm
Là d’accord !
On fera ça la prochaine fois.
Hello ,
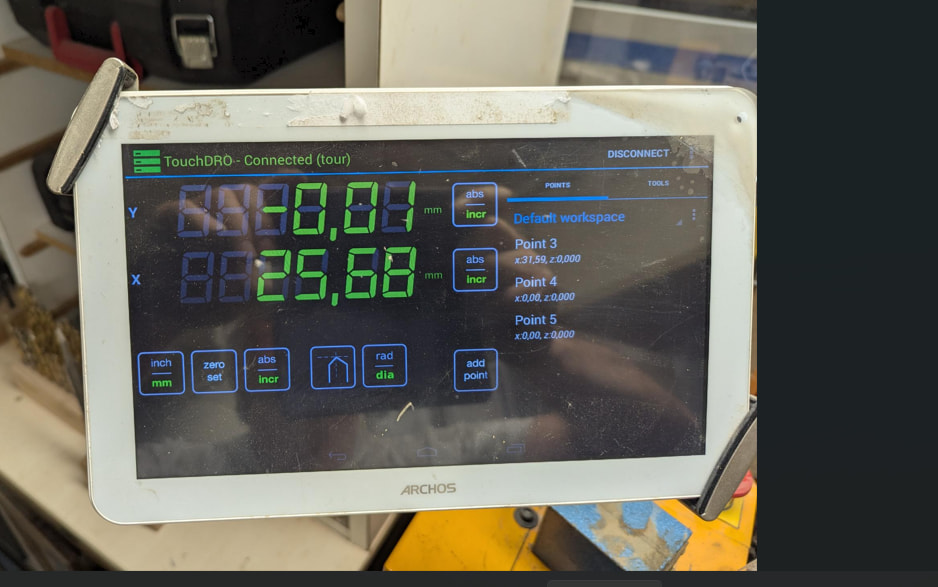
Avec @francois cette nous avons repris les reglage de la visu du tour.
Résultats:
0.001 de précisions en X
0.002 de précisions en Y
@francois je me trompe peut-être d une décimale ?
Par contre nous avons remarque qu au delà de 40mm au rayon la regle Y n est plus fonctionnelle.
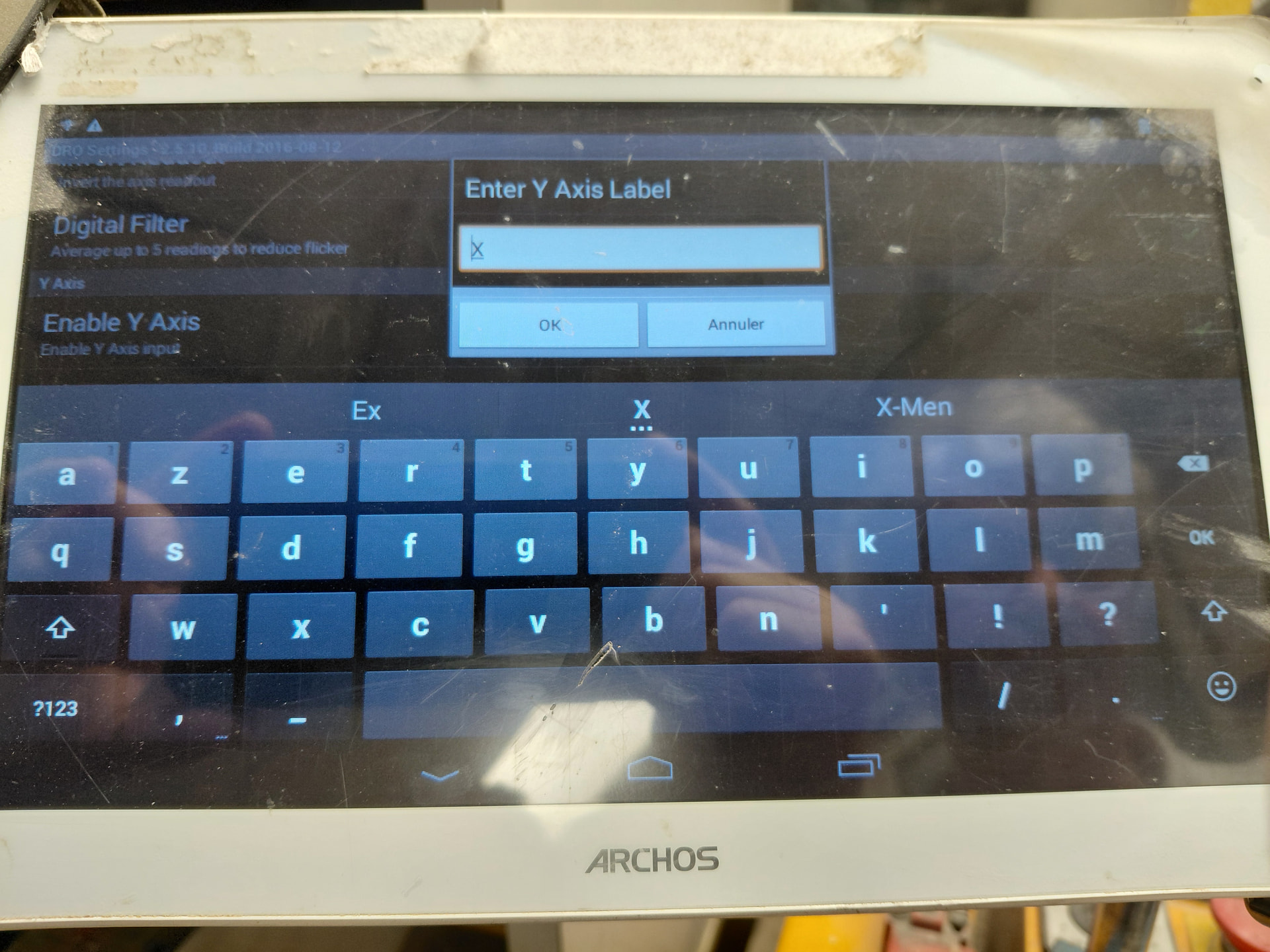
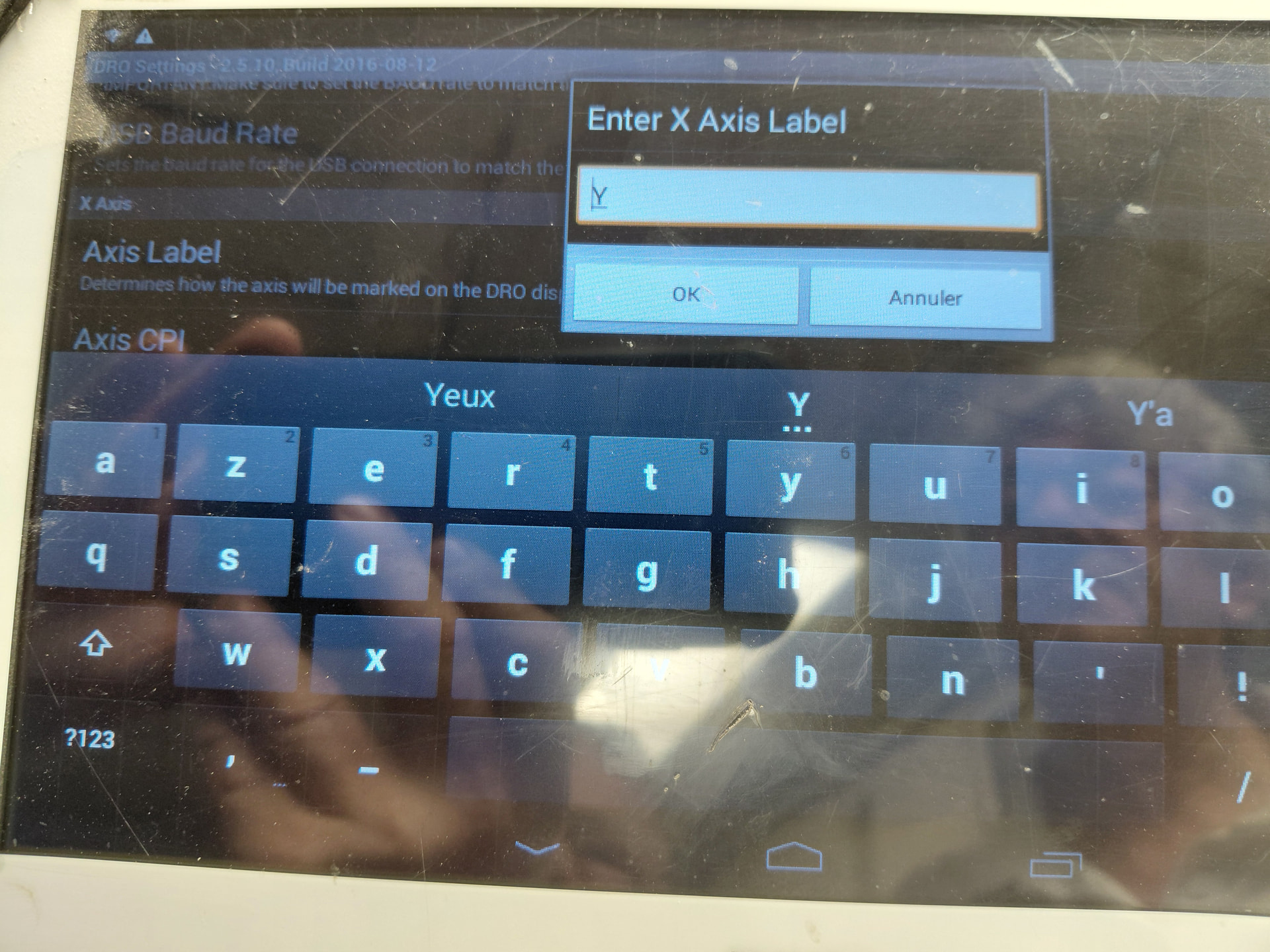
Voici les captures d ecran des reglages.
Attention l axes X est en fait l axe Y dans les reglage et inversement.
Pour l’erreur c’est effectivement 0,001 pouce pour 10 pouces.
Sinon, on a 0,01mm d’erreur de reproduction sur 250 mm sur l’axe X
Petit souci cependant sur l’axe Y : les 30 / 40 premiers mm de la règle sont HS ( chariot transversal complètement reculé). Cela ressemble beaucoup à ce qui s’est passé au début sur la règle X.
On en commande une d avance ?
Oui, c’est une bonne idée ![]()
Attention à la longueur car la règle X reçue a été commandée en 700mm et la longueur livrée hors tout faisait plutôt 800mm
Et pour la règle Y , il ne faudrait pas qu’elle soit plus longue que celle montée actuellement