Pas tout à fait jerome, c’est une conclusion hative. #100=0 n’a pour effet que de mettre la variable numéro 100 à 0. Les parametres 31 à 5000 sont à l’usage de l’utilisateur (nous). Les parametres au dessus de 5000 sont utilisés par linuxcnc, par exemple #5221 est la coordonnée en X dans le repere G54.
J’ai utilisé La variable 100 dans le post-processeur Linuxcnc de Cambam pour y affecter le correcteur de longueur d’outil en Z.
Donc
#100 = 10 ne fait rien d’autre de de mettre la valeur 10 dans le parametre numéro 100.
Puis dans le programme gcode généré par cambam (et cambam uniquement avec le post processeur linuxcnc et pas GRBL ) on trouve G43.1Z#100
C’est seulement a ce moment que la variable 100 est affectée au correcteur d’outil en Z. Ce correcteur est valide quel que soit le repere utilisé G54, G55 … et le fait de changer ce correcteur ne change absolument pas de repere. Tu vois d’ailleurs cette valeur du correcteur de longueur d’outil changer sur l’interface graphique par:
1 message à l’ecran qui te dit prendre en compte un decalage en Z de la valeur de #100
la valeur TL0 Z sur l’interface graphique qui passe aussi a la valeur de #100 et ce encore une fois, quel que soit le repere utilisé. Une fois TL0 affecté par G43.1Zzzz tu peux changer de repere, le correcteur de longueur d’outil ne changera pas.
Cette correction de longueur d’outil est annulée lorsque dans le gcode il y a un G49.
Par contre, il y a d’autres evenements qui peuvent changer le repere utilisé. Par exemple, chaque fin programme (M30) te renvoie dans le repere par defaut G54. Donc a la fin de chaque programme, que tu aies utilisé #100 ou non, tu es renvoyé dans le repere par defaut G54.
Pour t’en convaincre, choisi un repere autre que G54, puis rentre M30 de la meme facon que tu rentres #100=xxx et a ce moment tu verras le repere changer. Il y a un M30 à la fin de chaque programme généré par cambam, donc avant chaque programme tu dois choisir le repere si tu ne travailles pas en G54.
Quand on fait un arrét machine via le soft, il doit se produire la meme chose…
tu remarque a l’ecran (via photo) que je suis bien en G58. Et que le meme programme relancé va se positionner dans le cosmos d’un G54, je ne sait meme pas, mais on voit bien que la fraise est dans les choux pour un meme ‘play’
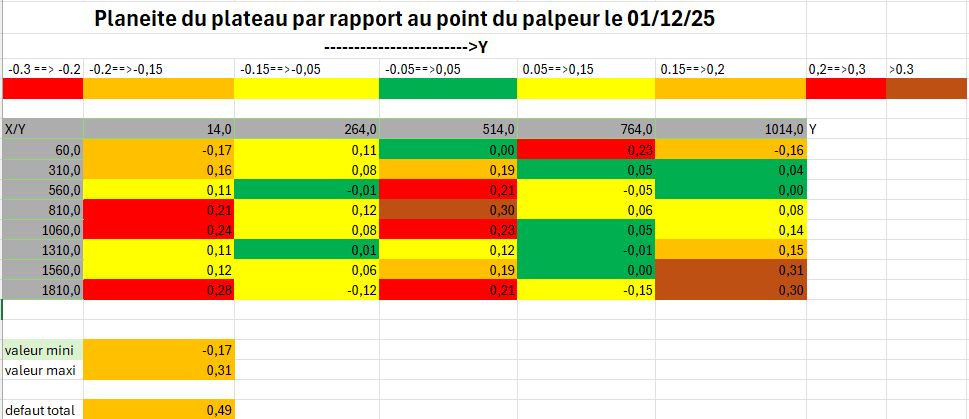
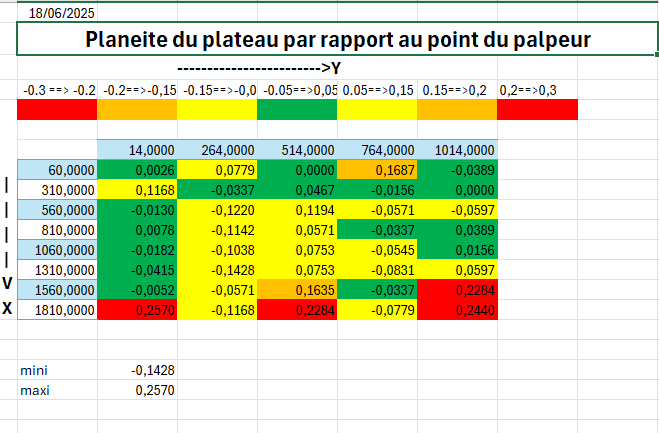
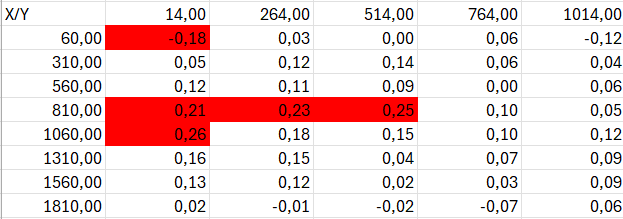
j ai fait une nouvelle mesure de la planéité du plateau de la grande CN 6 mois après avoir changé le plateau. On remarquera qu’il a bougé un peu. Dans les 2 cas, j’ai mis le 0 au niveau du palpeur (X=514, Y=60)
Pour moi, ce n’est pas si mal. Si on regarde la difference entre la mesure de Juin ou il faisait chaud, et ou on venait juste d’installer le plateau avec aujourd’hui ou on commence a se cailler les miches et le plateau doit être stabilisé, on voit que mis a part quelques valeurs, on est partout en dessous des 2/10 de difference ce qui me parait nettement meilleur que ce que l’on avait avant le changement de plateau. Cela me conduit a dire qu’avec un peu de chance, si on surface le plateau maintenant, on a des chances de rester en dessous des 2/10 de deformation dues a la dilatation, l’humidité et j’en passe. C’est pas si mal pour un plateau en bois.
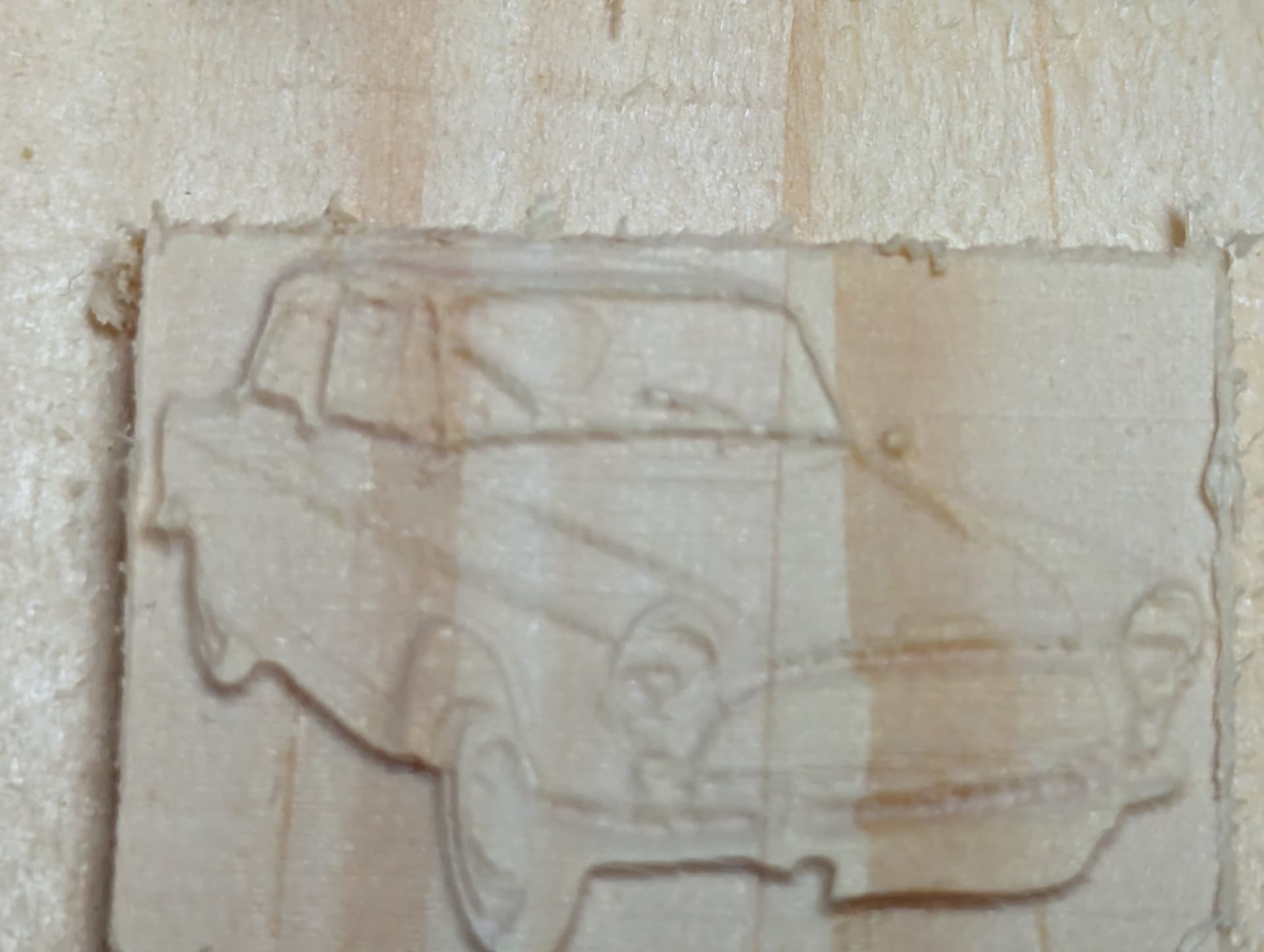
Premier test de gravure sur la CN fait a la fraise diametre 0.25mm donc un peu long pour un timbre poste de 25mm X 18mm . Mais les details sont encourageants.
C’est sur ma machine qui est pilotée de la meme facon que la grosse de l’acolab mais avec des vis a billes au lieu de cremailleres.
C’etait un premier essai, donc la j’ai pas lésiné pour savoir si ca marchait, j’ai fait du balayage a 0.1mm de distance vu que la fraise etait de 0.25. Maintenant il faut travailler sur les parametres (profondeur, balayage, ebauche/finition) pour trouver un bon compromis rendu/temps d’usinage.
J’ai reregle le palpeur suite au surfaçage. J ai aussi changé le cycle de palpage. Maintenant apres avoir palpe l outil, la broche remonte au maxi et se positionne au X=0,Y=0 piece. Mais comme je pense etre le seul a l’utiliser, je ne pense pas que ce changement affecte beaucoup de personnes.
Tu avais encore raison Pour ceux qui utilisent Filezilla pour transférer les fichiers de votre pc vers la CN évitant ainsi la clef USB, il y a un short cut qui évite de donner les renseignements d’identification a chaque fois. Utilisez « connexion rapide »
Transférer ses fichiers vers la grande CNC sans clé USB
Pour ceux qui utilisent la grande CNC, il est possible d’envoyer les fichiers directement depuis votre ordinateur vers la machine via le réseau de l’atelier, sans passer par une clé USB.
Nous utilisons pour cela FileZilla.
Pourquoi utiliser FileZilla ?
L’objectif principal est simple :
Éviter la manipulation des clés USB.
Les clés USB, ça pose souvent problème :
On les oublie
On les perd
Elles se corrompent
On doit faire des allers-retours inutiles
Avec FileZilla, le transfert se fait directement depuis votre poste vers le serveur relié à la CNC.
Première connexion
Dans FileZilla, utiliser :
Hôte : grande-cn.acolab.fr
Nom d’utilisateur : votre identifiant habituel
Mot de passe : votre mot de passe habituel
Port : 22
Une fois ces informations saisies une première fois, la fonction « Connexion rapide » permet de se reconnecter sans tout ressaisir à chaque fois.
En résumé
Moins de manipulations matérielles
Moins de risques techniques
Plus simple
Plus propre dans l’usage
Si vous travaillez régulièrement sur la CNC, prenez 5 minutes pour installer FileZilla, ça vous simplifiera vraiment la vie.
Et si besoin, on peut faire une démo rapide à l’atelier
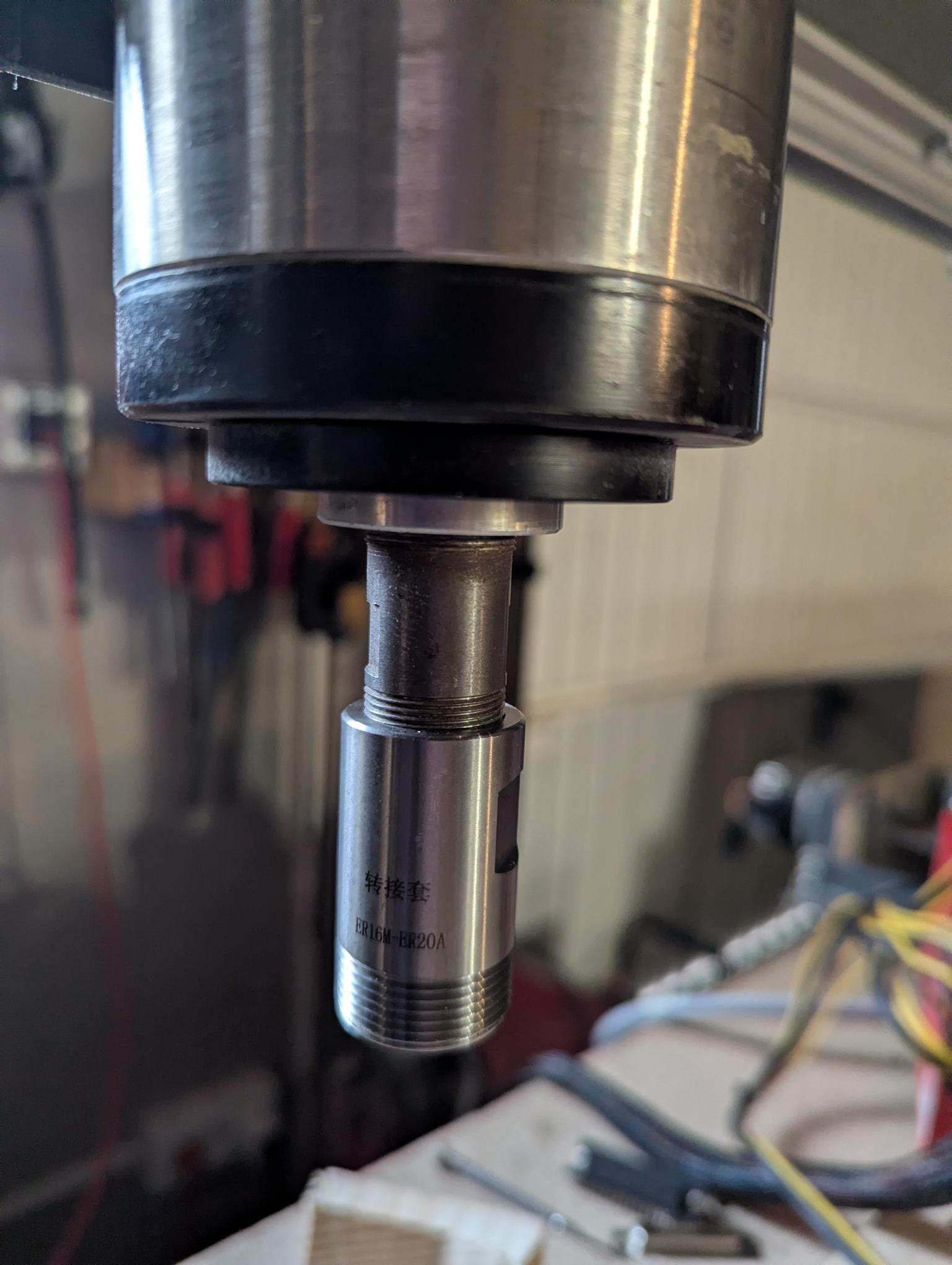
Pour info, j’ai trouvé pour ma machine sur Ali un adaptateur ER16/ER20 qui permet de passer des queues d’outil de diamètre 12mm. Malheureusement je me suis fait avoir un peu car l’écrou ER20 n’est pas compris dans l’adaptateur. . Il est en commande. On perd un peu de Z, mais sur ma machine, ce n’est pas un PB il y a du rab. Le Z perdu = longueur de l’adaptateur - longueur du filetage ER16 = 44 - 14 = 30mm de perte de course sur le Z. La broche reste 1.5KW, l’outil étant plus gros on tournera moins vite donc ça c’est plutôt bien, par contre la profondeur de passe devra sans doute être limitée.
Ça pourrait permettre à l’ACoLab de retrouver la capacité de mettre au moins des outils de 10mm car depuis que le filetage a été abimé impliquant son raccourcissement on ne peut plus aller au-delà du diamètre 9mm de queue.
Pour ma part = 4.09€ l’écrou, 4,99€ le socket de 12mm + 10.59€ l’adaptateur. = 19€58. Je n’ai pas acheté de socket ER20/10mm car je n’ai pas le problème ER16/10mm sur ma machine.
Hello @pinatl
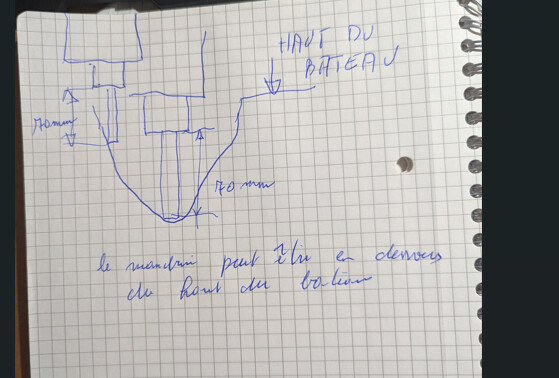
je suis bloquée pour finir mon projet bateau, cause j’ai oublié de commander la fraise que je voulais
(pas grave je me suis vengée sur un autre projet)
mais je voudrais commander 2 fraises
une diam13 cylindrique pour ébauche, mais longueur env80mm
une diam 6 spherique pour finition,mais longeur env80mm
en effet ma profondeur est de 55 mm + 20mm pour qu’elle soit bien tenue + 5mm de marge = 80mm, aujourd’hui on a que des longueurs 65 c’est trop juste
peux-tu m’aider à choisir les articles que je dois commander ?
Dimensions: 14X12X26X83 1 pièce a 7€92 la queue fait 12mm donc il faudrait utiliser l’adaptateur ER16/ER20 que j’ai acheté recemment pour moi et dont j’ai eventuellement proposé l’achat à l’acolab. Je peux preter le mien en attendant.
Pour la fraise diametre 6 spherique, je pense que celle que nous avons a l’acolab peut faire l’affaire car ton bateau n’a pas les bords verticaux et l’outil/broche peut descedre un peu a l’interieur du bateau.
Je dispose d’un jeu complet de mandrins ER20 qui ne me servent pas (je suis en ER16 jusqu’à 10mm). Si vous passez en ER20 à l’ACoLab, je peux les apporter.