Fichiers de configuration grande CN (MAJ 16/11/2022)
config_fraiseuse_2022_11_16_.zip (155,5 Ko)
Driver pendant (MAJ 16/11/2022)
trop gros (146Meg)
Optimisation du temps de latence
Il est important d’avoir un temps de latence le plus faible possible pour pouvoir générer le plus d’impulsion possible. Pour faire cela, il existe un peu de documentation sur le sujet
TroubleShooting
The Isolcpus Boot Parameter And GRUB2
Ajout d’une carte PCIE-Port Parallèle avec chip WCH382
Avec un peu de chance, la carte est directement vue par l’os
Si la carte est vue par defaut, on le voit en lancant la commande
sudo dmesg | grep parport
[ 4.643287] parport0: PC-style at 0x1200, irq 16 [PCSPP,TRISTATE]
dans ce cas 0x1200 est l’@ de la carte parallele a utiliser dans le « fraiseuse.hal »
loadrt hal_parport cfg=« 0x1200 out »
malheureusement, souvent par défaut la carte est reconnue comme une carte port série. Pour remédier à celà il faut rajouter les lignes suivante dans /etc/rc.local :
rmmod lp
rmmod parport_pc
insmod /lib/modules/3.4-9-rtai-686-pae/kernel/drivers/parport/parport_pc.ko io=0x2108,0x1200
insmod /lib/modules/3.4-9-rtai-686-pae/kernel/drivers/char/lp.ko
Les valeurs 0x2108 et 0x1200 sont à modifier en fonction de la configuration de l’ordinateur. Leur identification est décrite dans ce post de aakash.ece (4e en partant du bas de la page)
Si la carte est vue par defaut, on le voit en lancant la commande
sudo dmesg | grep parport
[ 4.643287] parport0: PC-style at 0x1200, irq 16 [PCSPP,TRISTATE]
dans ce cas 0x1200 est l’@ de la carte parallele a utiliser dans le « fraiseuse.hal »
loadrt hal_parport cfg=« 0x1200 out »
Procédure de réglage en Z de l’outil
procédure_acolab_de_réglage_en_Z_de_l_outil.pdf (547,3 Ko)
Comment tester un capteur (arret d’urgence, palpeur, …)
comment_verifier_l_etat_d_un_capteur_linuxcnc.pdf (950,1 Ko)
Amélioration du test de latence (précisions)
modification_pour_test_de_latence_et_port_parallele.pdf (521,2 Ko)
Comment rajouter un bouton qui lance un fichier gcode dans linuxcnc
- Création et lien du bouton dans l’interface axis de Linuxcnc (celui que l’on a à l’Acolab)
S’il n’existe pas déjà de fichier xml lancé par le fichier « .ini (fraiseuse.ini dans notre cas) », il faut en créer un dans le répertoire config.
exemple: palpage.xml
<pyvcp>
<!-- palpage button -->
<button>
<halpin>"rth-button"</halpin>
<text>"palpage"</text>
</button>
</pyvcp>
Il faut ensuite référencer ce fichier xml avec le mot clef PYVCP dans la section DISPLAY du fichier .ini
[DISPLAY]
DISPLAY = axis
PYVCP = palpage.xml
Si un fichier xml existe déjà comme c’est notre cas avec l’interface de la broche, il faut rajouter le même fichier xml à la fin avant la balise fermante </pyvcp>
Exemple : custompanel.xml
</labelframe> <== balise fermante de l'interface de la broche
<!-- palpage button -->
<button>
<halpin>"rth-button"</halpin>
<text>"palpage"</text>
</button>
</pyvcp> <== Cette balise a été ouverte au début de l'interface de la broche
Le fichier .xml étant déjà référencé dans le .ini, il n’y a rien de plus à faire pour lier ce fichier.
[DISPLAY]
DISPLAY = axis
PYVCP = custompanel.xml
- Lien entre ce bouton et hal (hardware abstraction layer)
Il faut, soit créer le fichier « custom_postgui.hal » dans le répertoire config ou rajouter la ligne suivante dans le fichier si il existe déjà
net rth halui.mdi-command-00 <= pyvcp.rth-button
Puis référencer par le mot clef « POSTGUI_HALFILE » ce fichier hal dans le fichier .ini dans la section HAL s’il ne l’est pas déjà.
Exemple dans fraiseuse.ini:
[HAL]
HALUI = halui
HALFILE = test.hal
HALFILE = custom.hal
POSTGUI_HALFILE = custom_postgui.hal
- Commande lancée par le boutton
La commande lancée par le bouton est décrite dans la section [HALUI] sous le mot clef "MDI_COMMAND ". C’est une ligne de gcode (1 et 1 seule). Pour le palpage, cette ligne de gcode sera donc un appel à un sous-programme.
Exemple : appel du sous-programme 123.ngc
[HALUI]
MDI_COMMAND = o123 call
La documentation un peu éparse sur le sujet décrit deux mécanismes de recherche du fichier :
- dans le répertoire pointé par la variable SUBROUTINE_PATH
- dans le répertoire $HOME/linuxcnc/nc_files
Je n’ai été en mesure de faire marcher ni l’une ni l’autre de ces 2 méthodes. Le message d’erreur généré dans linux cnc m’a dirigé vers le fichier /usr/share/axis/images/axis.ngc. Je ne sais pas trop quel est l’usage de ce fichier mais en rajoutant la routine à la fin de ce fichier, ça marche. Cependant si quelqu’un arrive à faire marcher les méthodes documentées, je suis preneur.
- Syntaxe du sous programme 123.ngc
le sous-programme a la structure suivante :
o123 sub
commandes gcode pour le palpage
o123 endsub
Procédure d’installation de linuxcnc sur debian12 bookworm
https://linuxcnc.org/docs/2.9/html/getting-started/getting-linuxcnc.html#cha:Installing-RTAI
Projets en cours pour remplacer les ports paralleles de Linuxcnc
Pour déporter la génération des step moteur du PC vers une carte dédiée et donc normalement résoudre les problèmes de latence du PC, j’ai trouvé deux projets qui semblent prometteur
https://remora-docs.readthedocs.io/en/latest/
GitHub - atrex66/stepper-ninja: Fast and cheap Linuxcnc step generator and encoder…
Fast and cheap Linuxcnc step generator and encoder counter with digital IO and PWM output
Ils permettraient de garder le cablage actuel et de « juste » remplacer le cable port parallèle par un cable Ethernet et un pico 2040.
Carte Mesa (MAJ 25/02/2026)
La carte Mesa est une alternative au projet Ninja. Cette solution Mesa est mieux supportée que le projet Ninja par Linuxcnc puisqu’un outil de configuration « pncconf » permetant de générer les fichiers de configuration pour ce genre de carte est fourni en standard avec Linuxcnc.
[
Mesa Configuration Wizard - LinuxCNC
La carter choisie est une carte 7i92.
La carte comporte 33 I/0 qui sont configurées en fonction du firmware chargé. Les firmwares sont diponibles sur le site anything i/o.
Le firmware choisi est : 7i92_7i76_7i78D.bit. Ce firmware est capable de gérer jusqu’à 9 moteurs. Nous avons ici configuré uniquement 5 (acolab X1,X2,Y,Z,A) ou 6 (pierre X1,X2,Y,Z1,Z2,A) moteurs
Configuration pin-out:
IO Connections for P2 MACHINE ACOLAB
Pin# I/O Pri. func Sec. func Chan Pin func Pin Dir affectation machine
0-14 0 IOPort StepGen 0 Dir/Table2 --------------------- (Out) X0
0-02 1 IOPort StepGen 0 Step/Table1 ----------------- (Out) X0
0-05 2 IOPort StepGen 1 Dir/Table2 ----------------------(Out) X1
0-06 3 IOPort StepGen 1 Step/Table1 ----------------- (Out) X1
1-14 4 IOPort StepGen 2 Dir/Table2 ---------------------(Out) Y
1-02 5 IOPort StepGen 2 Step/Table1 ---------------- (Out) Y
0-08 6 IOPort StepGen 3 Dir/Table2 ---------------------(Out) Z
0-07 7 IOPort StepGen 3 Step/Table1----------------- (Out) Z
1-05 8 IOPort StepGen 4 Dir/Table2 -------------------- (Out) A
1-06 9 IOPort StepGen 4 Step/Table1------------------- (Out) A
1-10 10 IOPort SSerial 0 TXData1 ----------------------- X0 home (IN)
0-10 11 IOPort SSerial 0 RXData1 ----------------------- X1 home (IN)
0-11 12 IOPort SSerial 0 TXData2 ----------------------- Y home (IN)
0-12 13 IOPort SSerial 0 RXData2 --------------------- Z (Home)
– 14 IOPort QCount 0 Quad-IDX -------------------
– 15 IOPort QCount 0 Quad-B (In)
– 16 IOPort QCount 0 Quad-A (In)
IO Connections for P1
Pin# I/O Pri. func Sec. func Chan Pin func Pin Dir
– 17 IOPort StepGen 5 Dir/Table2 ---------------------- (Out)
– 18 IOPort StepGen 5 Step/Table1 ------------------- (Out)
– 19 IOPort StepGen 6 Dir/Table2 (Out)
– 20 IOPort StepGen 6 Step/Table1 (Out)
– 21 IOPort StepGen 7 Dir/Table2 (Out)
– 22 IOPort StepGen 7 Step/Table1 (Out)
– 23 IOPort StepGen 8 Dir/Table2 (Out)
– 24 IOPort StepGen 8 Step/Table1 (Out)
– 25 IOPort PWM 0 PWM (Out)
– 26 IOPort PWM 0 /Enable (Out)
– 27 IOPort PWM 0 Dir (Out)
0-15 28 IOPort SSerial 0 TXData3 --------------------------------e-stop (IN)
0-13 29 IOPort SSerial 0 TXEn3 -----------------------------------probe (IN)
0-01 30 IOPort SSerial 0 RXData3 ------------------------------machine enabled (out)
1-01 30 IOPort SSerial 0 RXData3 ------------------------------machine enabled (out) pour enable Y
– 31 IOPort QCount 1 Quad-IDX (In)
– 32 IOPort QCount 1 Quad-B (In)
– 33 IOPort QCount 1 Quad-A (In)
IO Connections for P2 MACHINE PIERRE
Pin# I/O Pri. func Sec. func Chan Pin func Pin Dir affectation machine
1 0 IOPort StepGen 0 Dir/Table2 --------------------- (Out) X1
14 1 IOPort StepGen 0 Step/Table1 ----------------- (Out) X1
2 2 IOPort StepGen 1 Dir/Table2 ----------------------(Out) X2
15 3 IOPort StepGen 1 Step/Table1 ----------------- (Out) X2
3 4 IOPort StepGen 2 Dir/Table2 ---------------------(Out) Y
16 5 IOPort StepGen 2 Step/Table1 ---------------- (Out) Y
4 6 IOPort StepGen 3 Dir/Table2 ---------------------(Out) Z1
17 7 IOPort StepGen 3 Step/Table1----------------- (Out) Z1
5 8 IOPort StepGen 4 Dir/Table2 -------------------- (Out) Z2
6 9 IOPort StepGen 4 Step/Table1------------------- (Out) Z2
7 10 IOPort SSerial 0 TXData1 ----------------------- X1 home (IN)
8 11 IOPort SSerial 0 RXData1 ----------------------- X2 home (IN)
9 12 IOPort SSerial 0 TXData2 ----------------------- Y home (IN)
10 13 IOPort SSerial 0 RXData2 --------------------- Z2 (Home)
11 14 IOPort QCount 0 Quad-IDX ------------------- Z1 home
12 15 IOPort QCount 0 Quad-B (In)
13 16 IOPort QCount 0 Quad-A (In)
IO Connections for P1
Pin# I/O Pri. func Sec. func Chan Pin func Pin Dir
1 17 IOPort StepGen 5 Dir/Table2 ---------------------- (Out)
14 18 IOPort StepGen 5 Step/Table1 ------------------- (Out)
2 19 IOPort StepGen 6 Dir/Table2 (Out)
15 20 IOPort StepGen 6 Step/Table1 (Out)
3 21 IOPort StepGen 7 Dir/Table2 (Out)
16 22 IOPort StepGen 7 Step/Table1 (Out)
4 23 IOPort StepGen 8 Dir/Table2 (Out)
17 24 IOPort StepGen 8 Step/Table1 (Out)
5 25 IOPort PWM 0 PWM (Out)
6 26 IOPort PWM 0 /Enable (Out)
7 27 IOPort PWM 0 Dir (Out)
8 28 IOPort SSerial 0 TXData3 --------------------------------e-stop (IN)
9 29 IOPort SSerial 0 TXEn3 -----------------------------------probe (IN)
10 30 IOPort SSerial 0 RXData3 ------------------------------machine enabled (out)
11 31 IOPort QCount 1 Quad-IDX (In)
12 32 IOPort QCount 1 Quad-B (In)
13 33 IOPort QCount 1 Quad-A (In)
Linuxcnc definit le nombre de moteur configurés (5 ou 6) ainsi que le nombre de codeurs (0) etc… par la commande dans le fichier hal:
loadrt hm2_eth board_ip=« 10.10.10.10 » config=" num_encoders=0 num_pwmgens=0 num_stepgens=6"
Les IO qui ne sont pas configurées (dans notre cas num_encoders=0 num_pwmgens=0 ) sont libérées par linuxcnc et peuvent etre utilisées comme IO in ou out.
Commandes utiles:
-
pour connaitre le firmware chargé dans la carte et les fonctions associées aux PIN.
sudo mesaflash --device 7i92 --addr 10.10.10.10 --readhmid -
pour charger un firmware
sudo mesaflash --device 7i92 --addr 10.10.10.10 --write7i92_7i76_7i78D.bit --fix --fallback -
Pour changer l’adresse ip ( Ca n’a pas marché sur cette carte mais ca avait marché sur une autre 7i92, il semble que l’@ soit bloquée sur cette carte par un jumper mais lequel? ) l’adresse par defaut est 10.10.10.10, on a donc gardé celle là.
sudo mesaflash --device 7i92 --addr 10.10.10.10 --set ip=192.168.50.100
Diagramme de la solution
siagramme_solution_mesa.docx (37,8 Ko)
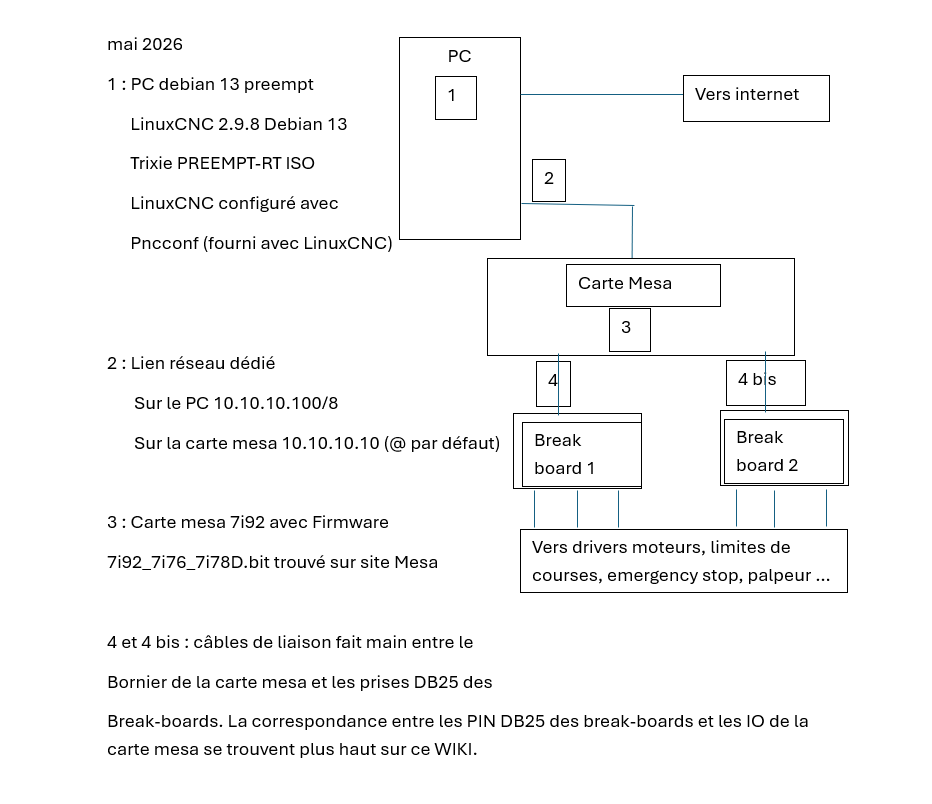
!! IMPORTANT : Ne pas oublier de relier les 0V (break board et carte Mesa)