C’est un Einscan S, le logiciel se trouve ici mais il nécessite un ordinateur Windows avec une prise VGA et donc je n’ai pas pu le tester.
Il peut scanner des pièces jusqu’à 17cm de haut. Il est recommandé de mettre le tout sous un carton pour éviter les interférences (ça utilise de la lumière structurée), sauf éventuellement pour des pièces très claires.
Il faut apparemment 2 sorties vidéo sur l’ordi dont une VGA. Le nouvel ordi n’a qu’une sortie VGA sur la carte mère. L’ancien ordi Windows a une carte vidéo avec 2 sorties DVI donc on devrait pouvoir l’utiliser avec un convertisseur, mais elle nécessite une alimentation PCI-E que le nouvel ordi n’a pas… Il faudrait tester avec la carte vidéo de l’ordi sous Ubuntu car elle a une sortie VGA + une DVI, et elle n’a pas besoin d’alim supplémentaire.
Et j’ai mis l’install de Windows 7 sur une clé USB sur le nouvel ordi. À installer.
Le PC est installé, le logiciel aussi et toutes les connexions sont faites. A priori c’est un Einscan-S, pas un SE. Il demande à être calibré et Manon me dit que le vendeur doit l’apporter mercredi. Donc il ne reste que ça à faire à priori.
J’ai essayé de faire des scan, mais rien n’en est sorti. Ils disent dans la doc qu’il faut de la pénombre, et celui qui nous l’a vendu a conseillé de mettre un carton autour. Donc il faut lui fabriquer une boite.
Bon en fait j’avais pas bien suivi les instructions (ou plutôt il semblerait qu’il faille parfois les refaire). Pour le mettre correctement en marche il faut :
vérifier que le cable VGA relie bien le scanner et l’ordinateur
brancher la table tournante et le scanner sur le secteur et à l’ordinateur
appuyer 5 secondes sur le bouton derrière le scanner pour allumer le projecteur
dans windows, clic droit sur le bureau puis “Résolution de l’écran”
dans “Affichages multiples” sélectionner “Étendre ces affichages”, et faire “Appliquer”
cliquer sur l’écran Plug & play, lui mettre la résolution 800x600, aller dans propriétés avancées et lui mettre 60 Hz dans l’onglet “Écran”
lancer le logiciel de scan (Einscan S 2.5)
Là on peut faire l’étalonnage. J’ai essayé de le faire avec un carton autour pour faire la pénombre. Ça a fonctionné, mais après en cliquant sur “Scan” le logiciel plante… J’ai réessayé sans carton et pareil…
Le PC n’a que 2 Go de RAM. J’en ai ajouté 4, mais pareil.
J’ai désinstallé et réinstallé le logiciel. Pareil.
J’ai plus trop d’idée. Le plus bizarre c’est que quand j’avais mal fait l’étalonnage la dernière fois, j’avais pu accéder à l’écran de scan. Là quand c’est bien calibré ça plante.
Je suis en vacance et j ai donc du temps.
Je vais réaliser la boite .
Lord d’un régulectif on avais mesuré qu’il faut une boite de 600x300x400 mm .
Je vous propose ceci :
. @pinatl peut tu me dire le temps approximatif de travail de la cnc ?
Je te joint le DXF je part d’une planche de 30mm d’épaisseur. plateau.dxf (3,5 Ko).
On pourrais peut être faire ça en plusieurs étape pour faire des essais de vitesse d’avance et de vitesse de rotation.
merci d’avance
Je propose de réaliser les caissons et le plateau si il n’est pas fait a la CNC à l’acolab ou chez moi (on éviterai les 3 étages) si quelqu’un veut participé.
Il y aura un peut d’exercice physique (Ha les joies du 3 étages).
Au programme découpe des planches à la scie circulaire, perçage des trous de vis, assemblage (peut être vis + colle).
et peinture.
et apero pour finir.
J’ai regardé le dxf. J’aurais besoin d une coupe dans l’autre sens ou une vue de face si on considère que ce que tu as fait est une vue de dessus. Histoire d’avoir les profondeurs en Z.
Bonjour pierre,
mes compétences en feecad ne sont pas encore très développées . Je n’arrive encore à mettre des cote au bonne endroit et encore moins à faire des coupes.
pour la profondeur en Z c’est simple c’est 10mm partout .
Ci joint le fichier freecad si quelqu’un est plus doué que moi.
plateau.FCStd (326,1 Ko)
heureusement que c’est pour le fun, car juste avec le temps que j’y ai passer pour faire le dessin j’en aurai déjà fait 3
Perso je crois que je ferais un rectangle à la scie circulaire, et je collerais 4 tasseaux de 10 par 10.
Si tu veux faire cela en CN (pour le fun et pour faire avancer l’étude des conditions de coupe) , j’ai considéré que tu prenais du compresse de 30 d’épaisseur.
j’ai considéré 2 cas:
1 ) tu fais le pocketing de la partie centrale (y en a t il vraiment besoin?)
2 ) tu ne fais pas le pocketing centrale.
dans les 2 cas
rotation broche : 13500
vitesse 500mm/mn
prise de passe 5mm
pas de passe de finition dans les pocketing et les détourages.
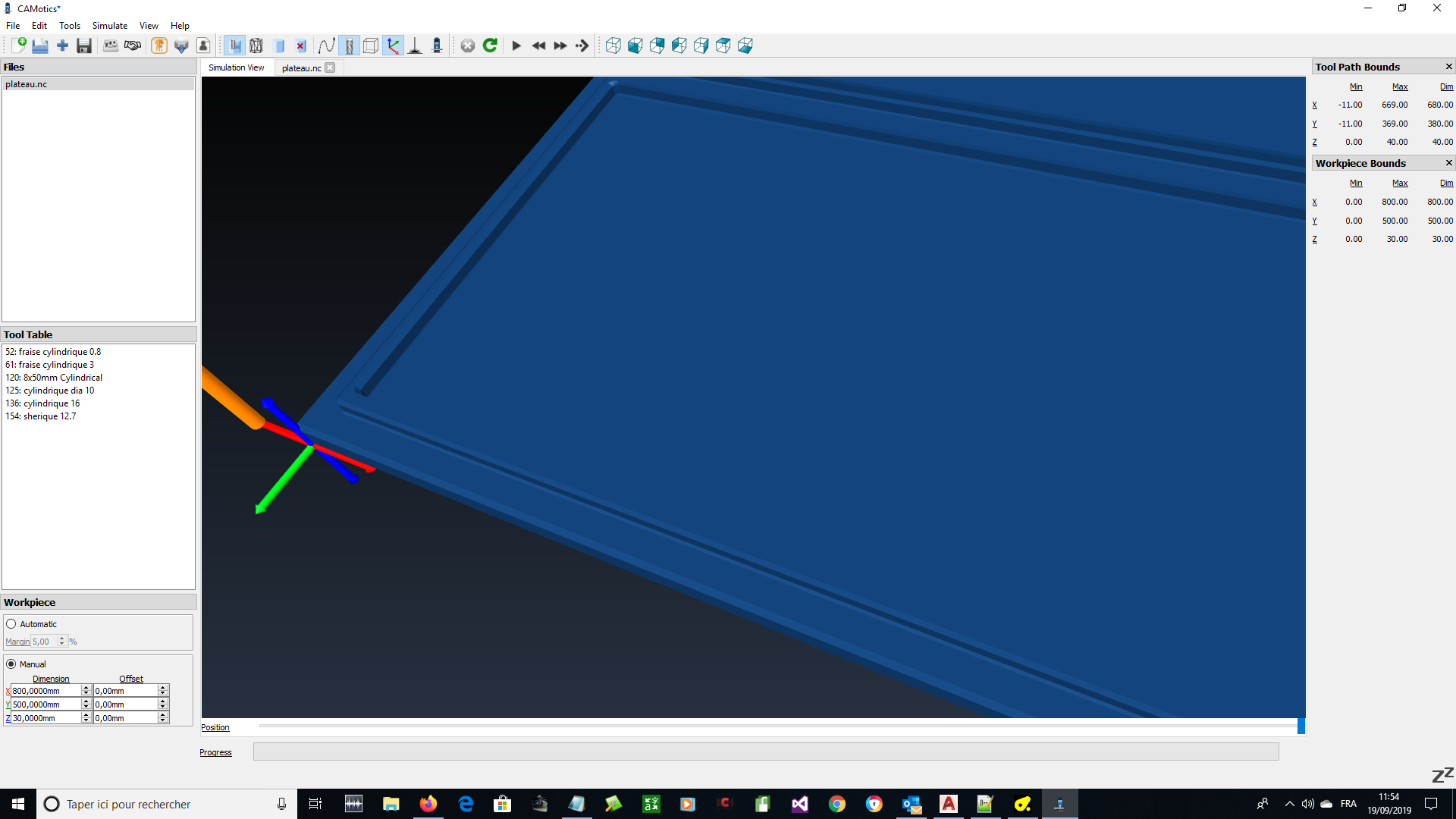
1 ) si tu veux vider la poche centrale voici le résultat:
1 ! gcode=E:\Donnees\DOCUMENT\acolab\piece_gael\plateau.nc
1 ! ( made using cambam - http://www.cambam.co.uk )
2 ! ( plateau 9/19/2019 11:26:03 am )
3 ! ( t120 : 8.0 )
6 ! ( t120 : 8.0 )
8 ! ( poche interieure )
10 ! n10
395 ! Pause (M00). Appuyez sur le bouton start pour reprendre l'usinage
396 ! ( detourage supérieure_3 )
397 ! n20
420 ! ( detourage supérieure_2 )
421 ! n30
444 ! ( detourage supérieure_1 )
445 ! n40
468 ! ( coin_haut_gauche )
469 ! n50
499 ! ( coin_bas_gauche )
500 ! n60
530 ! ( coin_bas_droit )
531 ! n70
561 ! ( coin_haut_droit )
562 ! n80
592 ! Pause (M00). Appuyez sur le bouton start pour reprendre l'usinage
593 ! ( contournage_final )
594 ! n90
686 ! Synthese bloc nom du fichier gcode = plateau.nc
686 ! Synthese bloc Premier numero de sequence du bloc = 10 Dernier numero de sequence du bloc = 90
686 ! Synthese bloc X mini du trajet outil = -11
686 ! Synthese bloc Y mini du trajet outil = -11
686 ! Synthese bloc Z mini du trajet outil = 0
686 ! Synthese bloc X maxi du trajet outil = 669
686 ! Synthese bloc Y maxi du trajet outil = 369
686 ! Synthese bloc Z maxi du trajet outil = 40
686 ! Synthese bloc Dimenssion du volume en X = 680
686 ! Synthese bloc Dimenssion du volume en Y = 380
686 ! Synthese bloc Dimenssion du volume en Z = 40
686 ! Synthese bloc Vitesse de broche = 13500tr/mn
686 ! Synthese bloc Distance cumule en vitesse travail = 82433,6946595859 Vitesse d'usinage : 500mm/mn
686 ! Synthese bloc Distance cumule en vitesse rapide = 5131,86126843952 Vitesse rapide : 800mm/mn
686 ! Synthese bloc Temps cumule de l'usinage = 171 minutes 53 sec
2 si tu ne vide pas la poche centrale
1 ! gcode=E:\Donnees\DOCUMENT\acolab\piece_gael\plateau.nc
1 ! ( made using cambam - http://www.cambam.co.uk )
2 ! ( plateau 9/19/2019 11:26:03 am )
3 ! ( t120 : 8.0 )
6 ! ( t120 : 8.0 )
8 ! ( detourage supérieure_3 )
9 ! n20
32 ! ( detourage supérieure_2 )
33 ! n30
56 ! ( detourage supérieure_1 )
57 ! n40
80 ! ( coin_haut_gauche )
81 ! n50
111 ! ( coin_bas_gauche )
112 ! n60
142 ! ( coin_bas_droit )
143 ! n70
173 ! ( coin_haut_droit )
174 ! n80
204 ! Pause (M00). Appuyez sur le bouton start pour reprendre l'usinage
205 ! ( contournage_final )
206 ! n90
298 ! Synthese bloc nom du fichier gcode = plateau.nc
298 ! Synthese bloc Premier numero de sequence du bloc = 10 Dernier numero de sequence du bloc = 90
298 ! Synthese bloc X mini du trajet outil = -11
298 ! Synthese bloc Y mini du trajet outil = -11
298 ! Synthese bloc Z mini du trajet outil = 0
298 ! Synthese bloc X maxi du trajet outil = 669
298 ! Synthese bloc Y maxi du trajet outil = 369
298 ! Synthese bloc Z maxi du trajet outil = 40
298 ! Synthese bloc Dimenssion du volume en X = 680
298 ! Synthese bloc Dimenssion du volume en Y = 380
298 ! Synthese bloc Dimenssion du volume en Z = 40
298 ! Synthese bloc Vitesse de broche = 13500tr/mn
298 ! Synthese bloc Distance cumule en vitesse travail = 25492,8946595859 Vitesse d'usinage : 500mm/mn
298 ! Synthese bloc Distance cumule en vitesse rapide = 3182,04641355081 Vitesse rapide : 800mm/mn
298 ! Synthese bloc Temps cumule de l'usinage = 55 minutes 11 sec
298 !
298 !
que veux tu faire?
souhaites tu essayer d’autres conditions de coupe? on pourrait peut être essayer 600mm/mn même vitesse de broche ?
Effectivement, mon idée de départ est d’utiliser des tasseaux.
Mais je souhaite utiliser la CNC pour pour faire avance notre expérience dans ce domaine.
Je pense que la solution n°1 est trop longue à réaliser et il n’est pas obligatoire de vider la poche centrale.
Par contre je suis septique de la durée de la solution N° 2 55min par rapport à la N°1 171min . sur la N°1 il y a 0.18+0.0125+0.0125+0.0076+0.0076=0.2202 m3
N°2 il y a 0.0402 m3 soit 5 fois moins de matière à enlever .