Carte de commande
CNC Shield V3
Clone chinois de cette carte
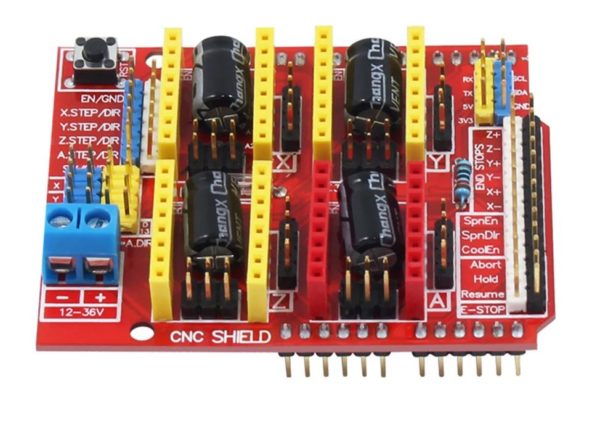
Elle se monte sur une carte Arduino Uno. Les drivers des moteurs sont de type A4988.
Logiciel embarqué
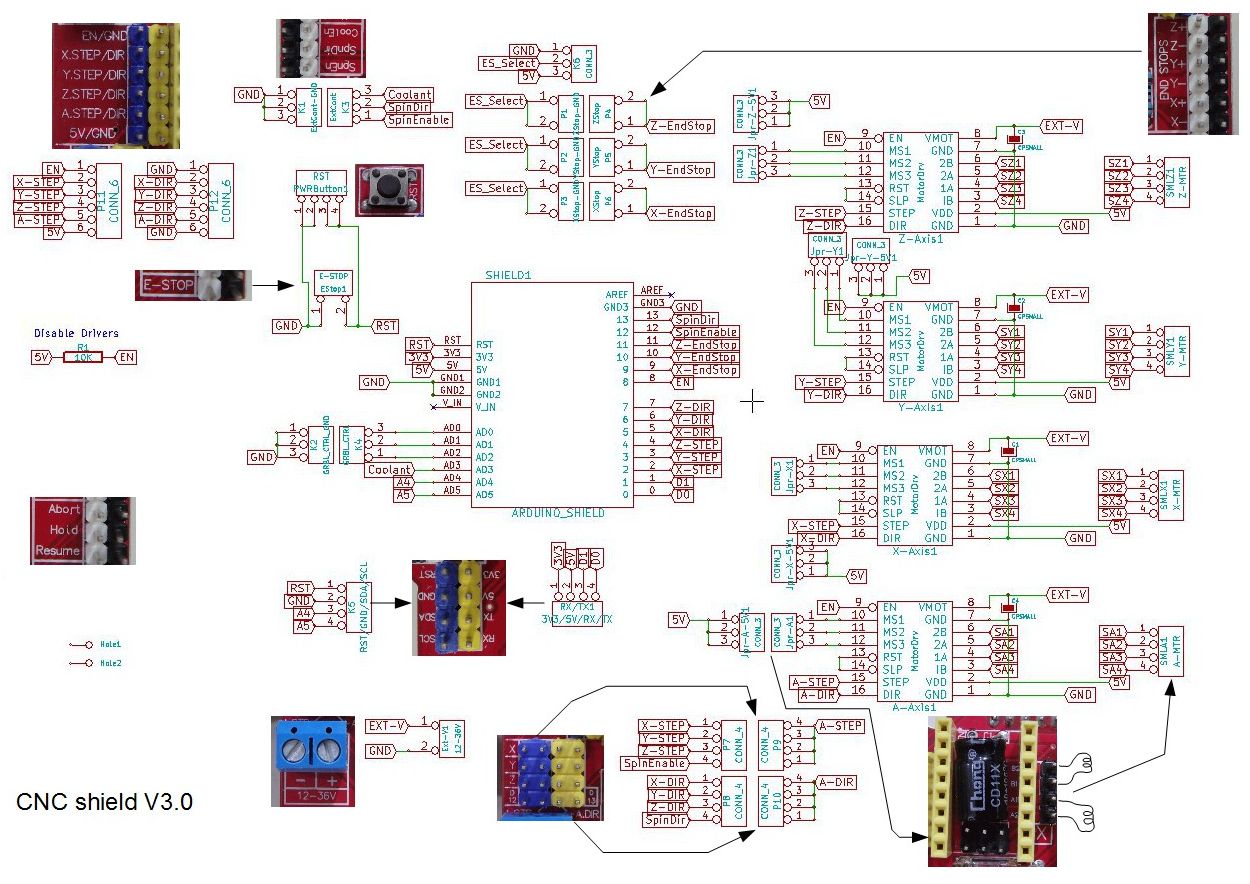
Schéma électronique
Attention, il y a des petits écarts avec la carte originale
Correspondance des signaux
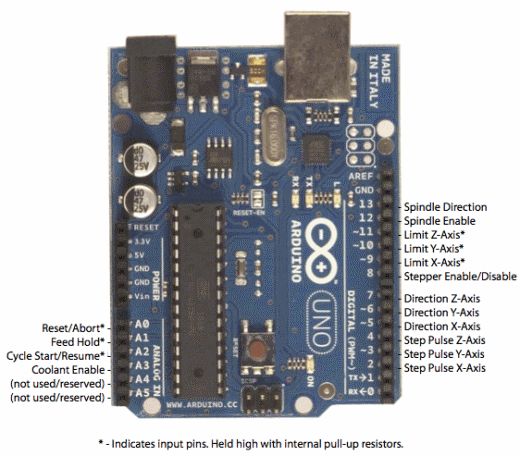
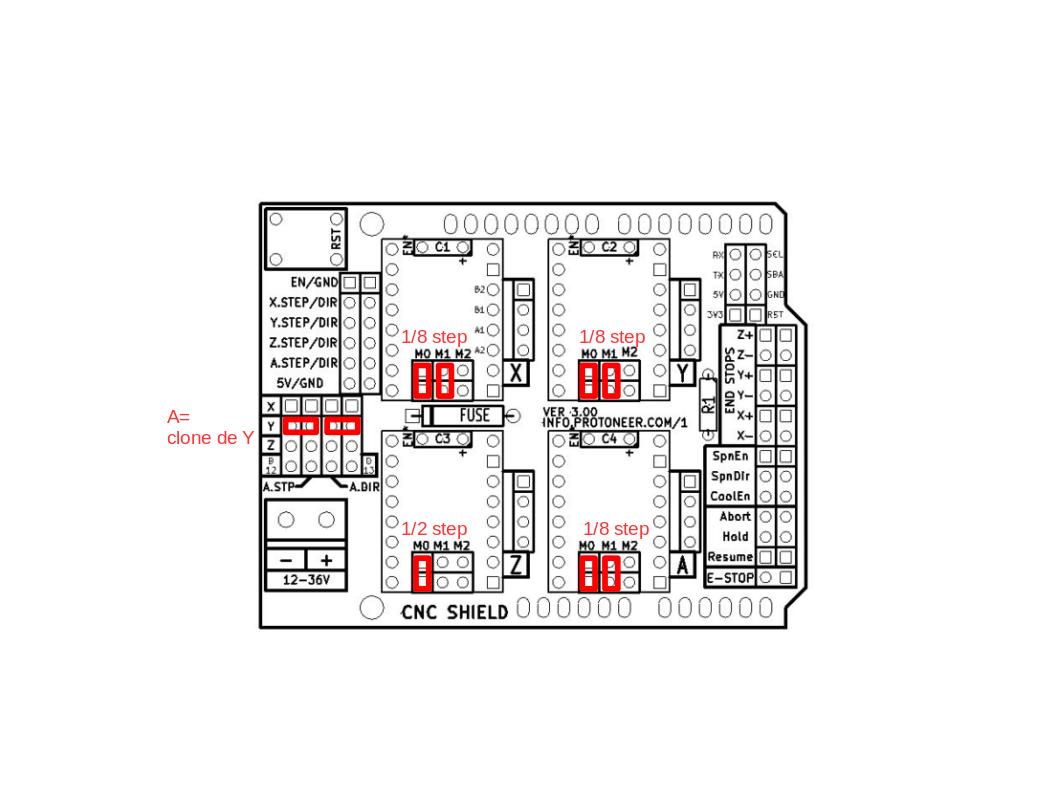
Schéma d’implantation
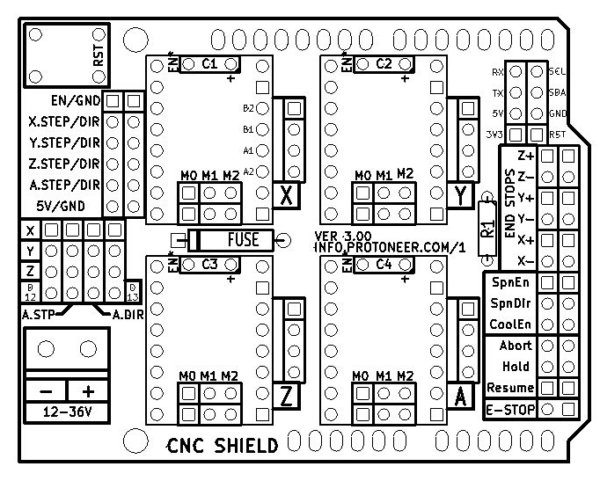
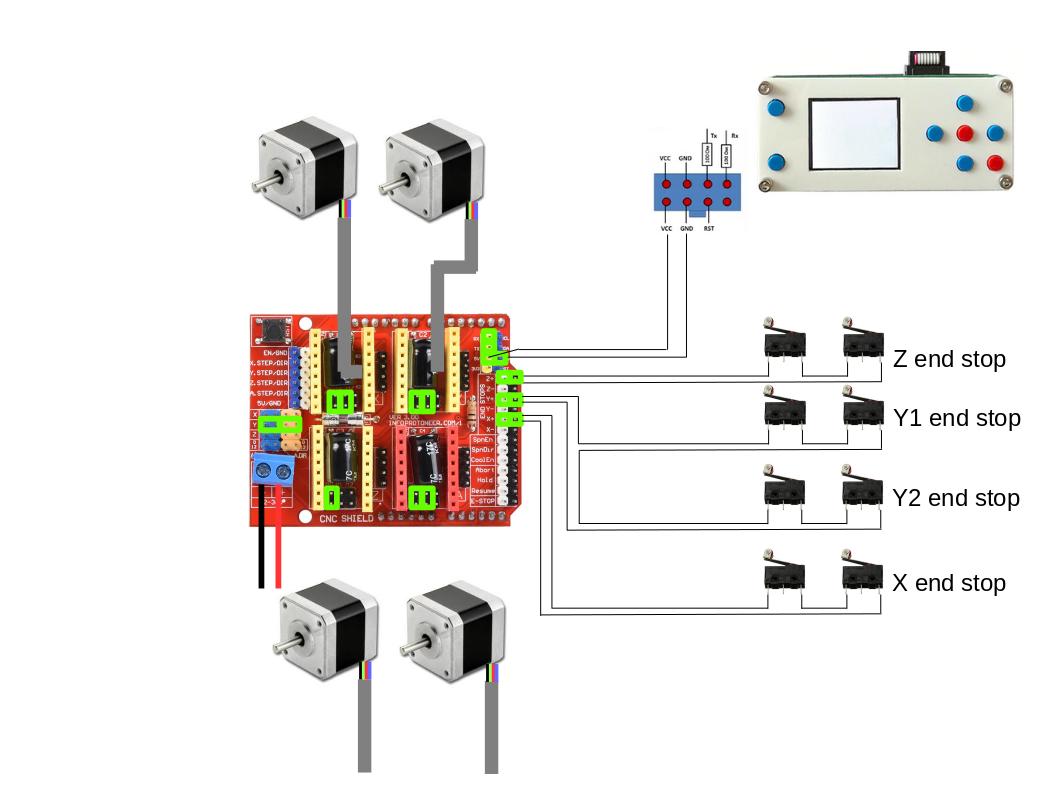
Schéma de câblage de la machine
en cours
Configuration des jumpers
micro stepping des moteurs pas-à-pas
Panneau de contrôle
Manuel:
https://s3.amazonaws.com/s3.image.smart/download/101-60-283/User_Manual.pdf
Annonce du 28/07/2021
Nous sommes heureux de vous confirmer la disponibilité de la V1 de la Shapeoko. Il manque juste 8 petites vis pour fixer le dessus du panneau de controle.

Merci à Etienne sans qui rien n’aurait été possible.
La machine Peut fonctionner à partir du Pc qui lui est raccordé ou de façon autonome grâce au bloc de contrôle.
Les 2 modes de fonctionnement seront expliqués dans ce wiki dans un avenir proche (ou pas).
Le fonctionnement avec le Pc bénéficie d’un certain nombre d’outils.

- bCNC permet de piloter la machine (outil open)
- Cambam permet de générer le gcode. Nous avons une licence de demo limitée à 1000 lignes de gcode par fichier sans limiter le nombre de fichiers et interdisant certaines fonctionnalités (plugin, intégration de l’outil de simulation …) et peut être limitée à 40 lancements (l’avenir nous le dira).
- Camotics permet de simuler votre usinage avant de le lancer sur la machine. C’est bien pratique et ca permet de détecter des erreurs grossières. (outil open)
- préparation permet de calculer les x, y , z mini et maxi du gcode ainsi que les vitesses de broches et d’avances. Ça permet de savoir entre autre où placer le 0 de la machine en fonction de la programmation et de savoir le brut nécessaire pour usiner la piece. (outil python développé par votre serviteur).
La Version 1 mise à disposition aujourd’hui ne vérifie les limites de la machine que par le soft. La Version 2 devrait permettre d’activer les fins de courses hardware durant l’usinage.
Utilisation du mode autonome
Ce mode est très simple mais est assez rigide. Il suppose que l’Arduino soit alimenté à l’aide de l’alimentation extérieure de 5V qui se trouve avec la machine. En effet aucun Pc n’alimente l’Arduino.
Les seules opérations possibles sont :
- Cycle de homing
- Prise d’origine (obligatoirement origine a X,Y,Z = 0)
- Lancement du programme pièce
On suppose ici que la manipulation du bloc de contrôle est connu après la lecture de: https://s3.amazonaws.com/s3.image.smart/download/101-60-283/User_Manual.pdf 3
Etape 1 : démarrage la machine
- Démarrer la machine à l’aide du bouton on/off 220V situé derrière le boitier de contrôle de la machine.
- Insérer la sd Card dans le lecteur du bloc de contrôle (ne pas appuyer trop fort pour éviter l’enfoncement du lecteur).
- Alimenter l’Arduino avec l’alimentation 5V de la machine
A la fin de cette étape, sur l’écran du bloc de contrôle vous devez voir au moins 3 fichiers :
- Votre fichier d’usinage avec une extension « .gcode » où « .nc ».
- Le fichier de homing « home.nc » (préchargé sur la carte).
- Le fichier de prise d’origine « set_or.nc » (préchargé sur la carte).
Etape 2 : Cycle de homing
Il suffit pour cela d’exécuter le ficher « home.nc » à l’aide du bloc de contrôle. La tête de la machine se déplace sur les fins de course X et Y mini, Z maxi. Il peut arriver rarement que la machine n’arrive pas dans les positions extrêmes, si c’est le cas relancer une fois le fichier « home.nc ».
Etape 3 : prise d’origine
La pièce étant fixée sur le martyre, déplacer la tête avec le bloc de contrôle afin d’amener le centre du bout de l’outil à X=Y=Z=0 du programme pièce (un peu comme vous le faite sur la laser pour les X et Y). Une fois que la tête est en place exécutez le fichier « set_or.nc ».
Etape 4 : usinage
Une fois l’origine définie, il ne reste plus qu’à exécuter votre programme d’usinage.
Contenu des 2 fichiers préchargés
home.nc
$H (cycle de homing)
G00X10Y10 (sortir des fins de course)
set_or.nc
G10L20P1X0Y0Z0 (defini l'origine au centre du bout de l'outil)
M30 (fin programme)