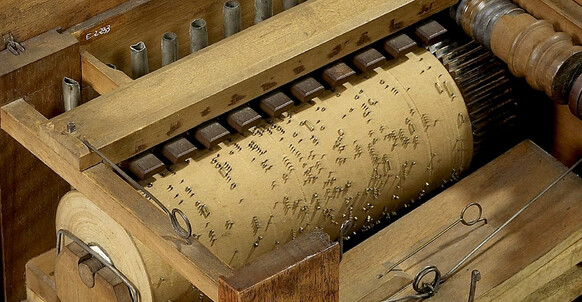
question par rapport à mon projet de serinette (Parlons Musique!) … ça avance mais je cherche à pouvoir faire facilement mon rouleau de serinette qui portent les quelques 600 petits trous au bas mot et au mm près ! voire faire également la vis sans fin sur mesure …
et je me demandais si c’était pas l’occasion d’essayer de fabriquer un 4eme axe, axe « U » comme dit Manon, moi j’avais en tete qu’une CNC pouvait aller jusqu’à 9 axes :
x
y
z
a qui tourne autour de x
b qui tourne autour de y
c qui tourne autour de z
7 qui tourne sur lui-meme par rapport à a
8 qui tourne sur lui-meme par rapport à b
9 qui tourne sur lui-meme par rapport à c
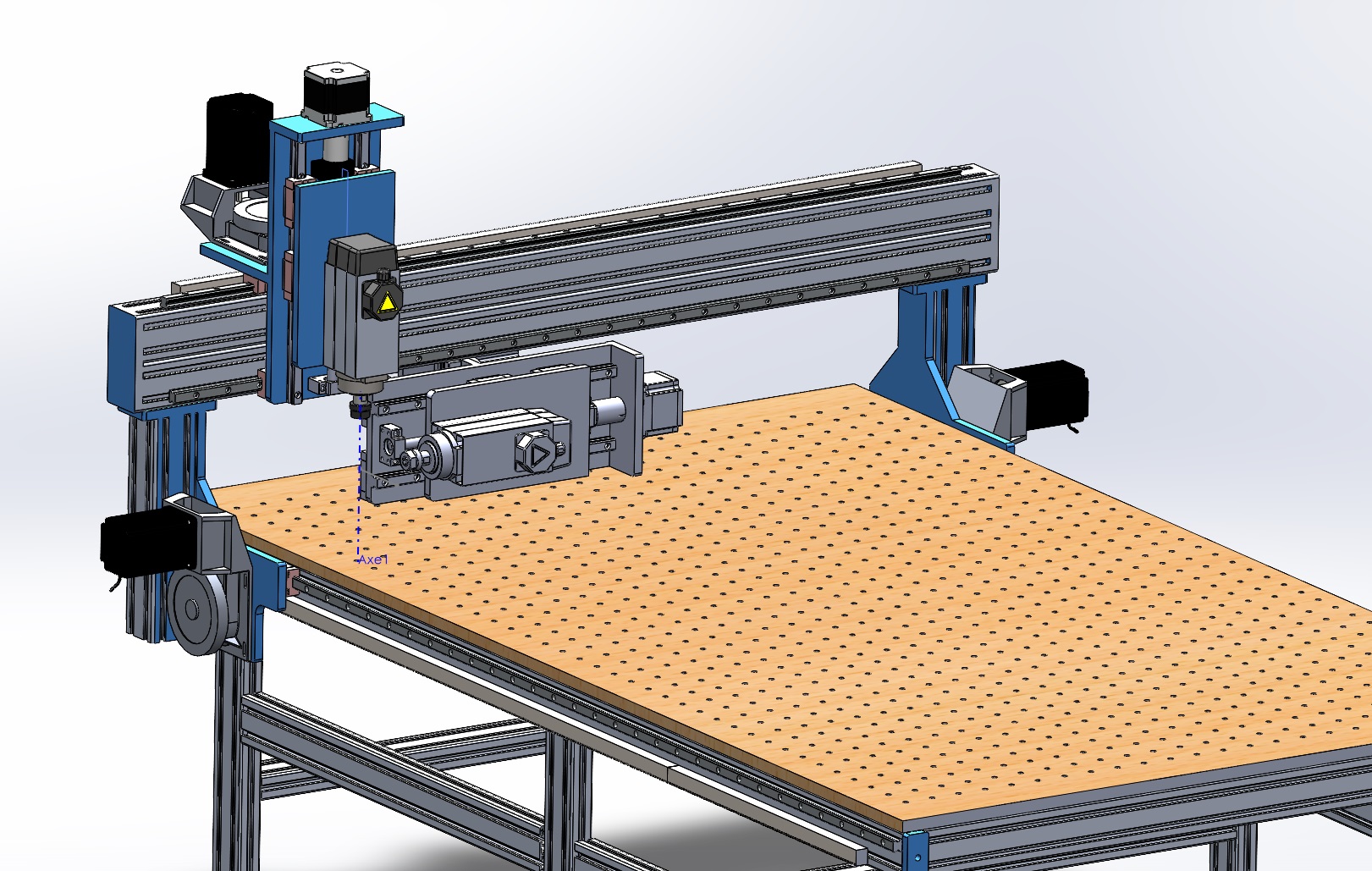
donc je dois parler de l’axe 7, l’idée est de pouvoir fixer une piece à l’horizontal, puis de pouvoir percer précisément sur une ligne en tournant chaque fois d’1 degré la pièce à percer, peutetre sur la petite cnc ou la grande cnc … ?
qu’en pensez-vous ? surement pas simple je m’en rends bien compte, mais est-ce infaisable ?
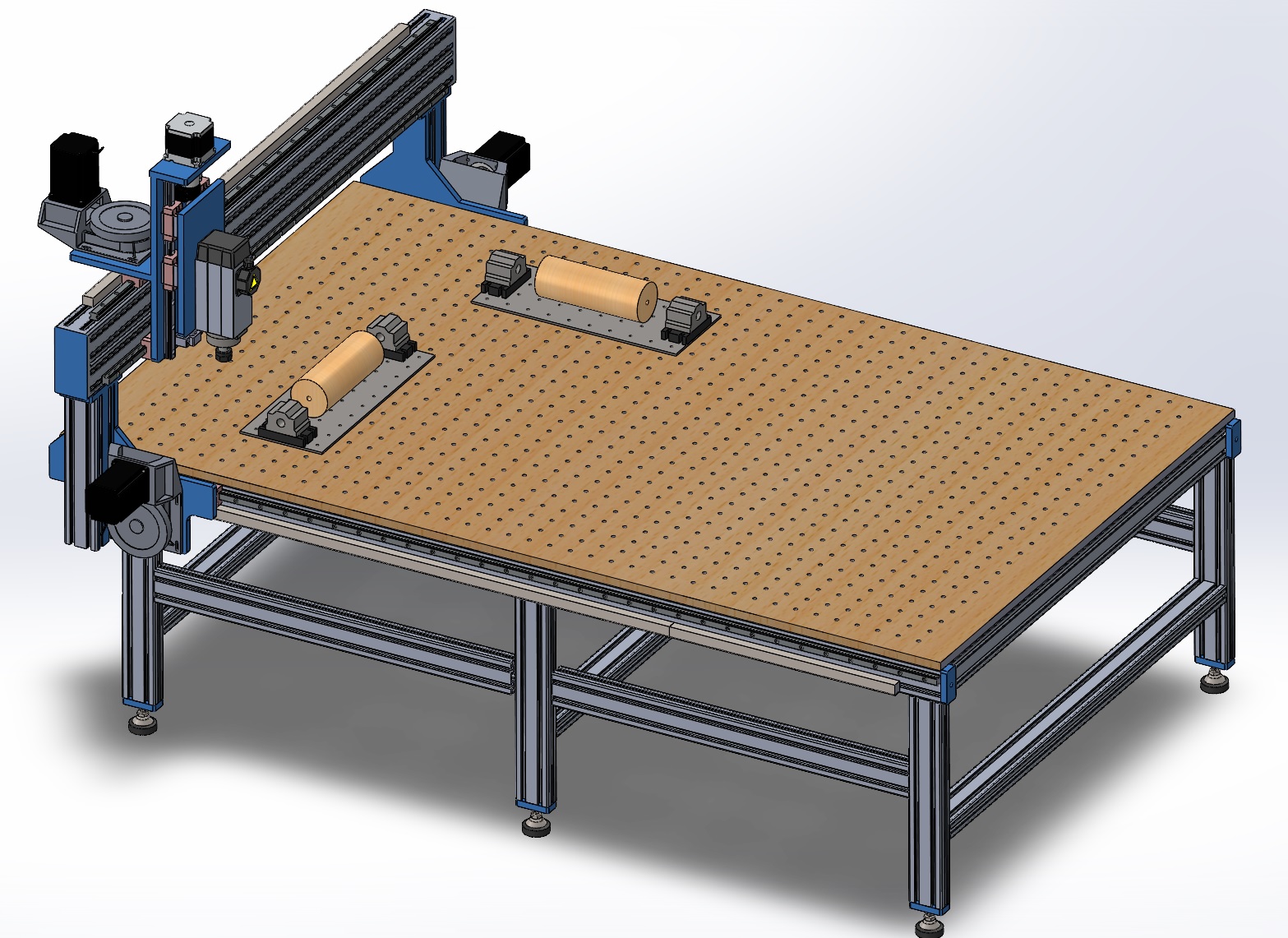
C’est sans doute faisable au niveau de la machine. Il faut acheter un axe (celui ci par exemple fait 65mm maxi) + un driver.
Je vois 2 limites
le systeme d’axe avec sa fixation va prendre une partie du Z qui actuellement doit faire ~100 ou 120mm sous la potence, il ne restera pas grand chose comme course Z. C’est à etudier en detail avec les encombrements.
La programation en 4 axes n’a rien a voir avec le 3 axes. Il faudra voir comment on peut faire ca avec fusion ou freecad (voire à la mano si il s’agit de quelques trous).
C’est un projet interessant à decider en regulectif car il y a un cout associé.
remarque : Les axes A,B,C tournent autour des axes X,Y et Z
virtuellement tu as raison, je savais bien que j’allais me planter
mais je voyais plutot un axe A qui tourne sur lui meme, non ? ou je me trompe encore ?
axe x <= fixe
axe A <= c’est un coude autour de x
axe 7 <= tourne sur lui meme par rapport à A
@SandrineFB
Moi yen a rien comprendre a ce que toi dire.
Il faudra qu on discute.
J ai commencé à regarder la programmation d un axe circulaire avec fusion. Ça semble possible mais pas vraiment trivial. Pour la partie physique sur la machine, je ne pense pas que çe soit compliqué .
Je crois que si l’axe rotatif (A) peut être déplacé de manière indépendante selon X, Y, Z , un peu comme un chariot indépendant , on parle alors d’axes supplémentaires U,V et W mais cela rajoute de la complexité et le déplacement linéaire est redondant. Je crois que c’est trop sophistiqué et inutile pour le cas d’usage « trous dans un cylindre ».
Yes Sir, but….
Tu proposes quoi pour percer précisément les trous en largeur et angulairement ?
Pour moi, en regardant un peu mieux, il suffit d’avoir un moteur sur « A » pour la rotation et un déplacement sur « X » pour la largeur. Ça semble assez simple du fait qu’il n’y a même pas d’interpolation entre les2 axes.
Piloter un angle de codeur independament sur un banc, après je l’accordes ca risque de faire une tapée de programme de lignes d’usinage, si tu as le rouleau en 3d y a moyen de faire un programme. y a la solution de la feuille enroulée a la mano, ou bien de recreer la 3d, moi je calque n’importes quel patron sur une surface cylindrique
Aaah ! enfin des gens qui me comprennent hé hé @pinatl
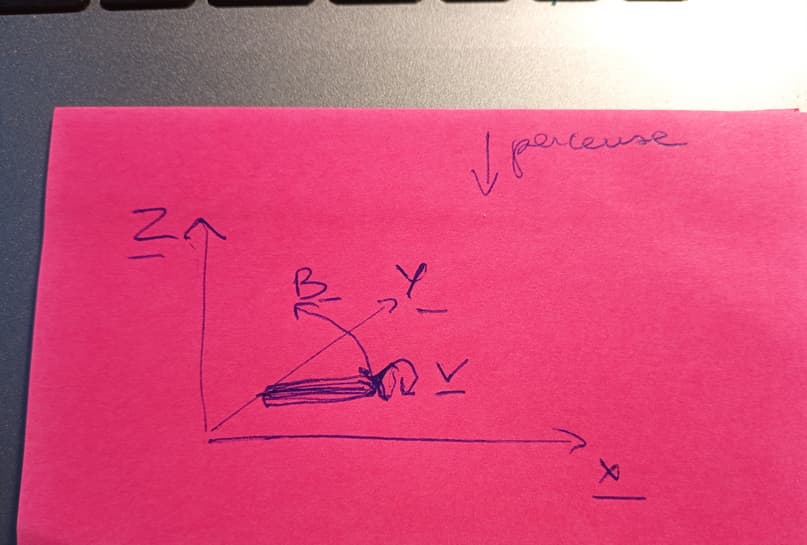
alors oui je voyais bien un truc comme le schéma de @Jerome-63 , et oui @francois ça je sais, mais le pb c’est que l’axe x il est fixe, donc malheureusement il peut pas tourner …
donc un petit post-it de fille (rose) : la rotation circulaire là c’est le mouvement rotatif sur lui-meme que j’appelle « V » (en plus ça permet de faire des perçages inclinés si besoin)
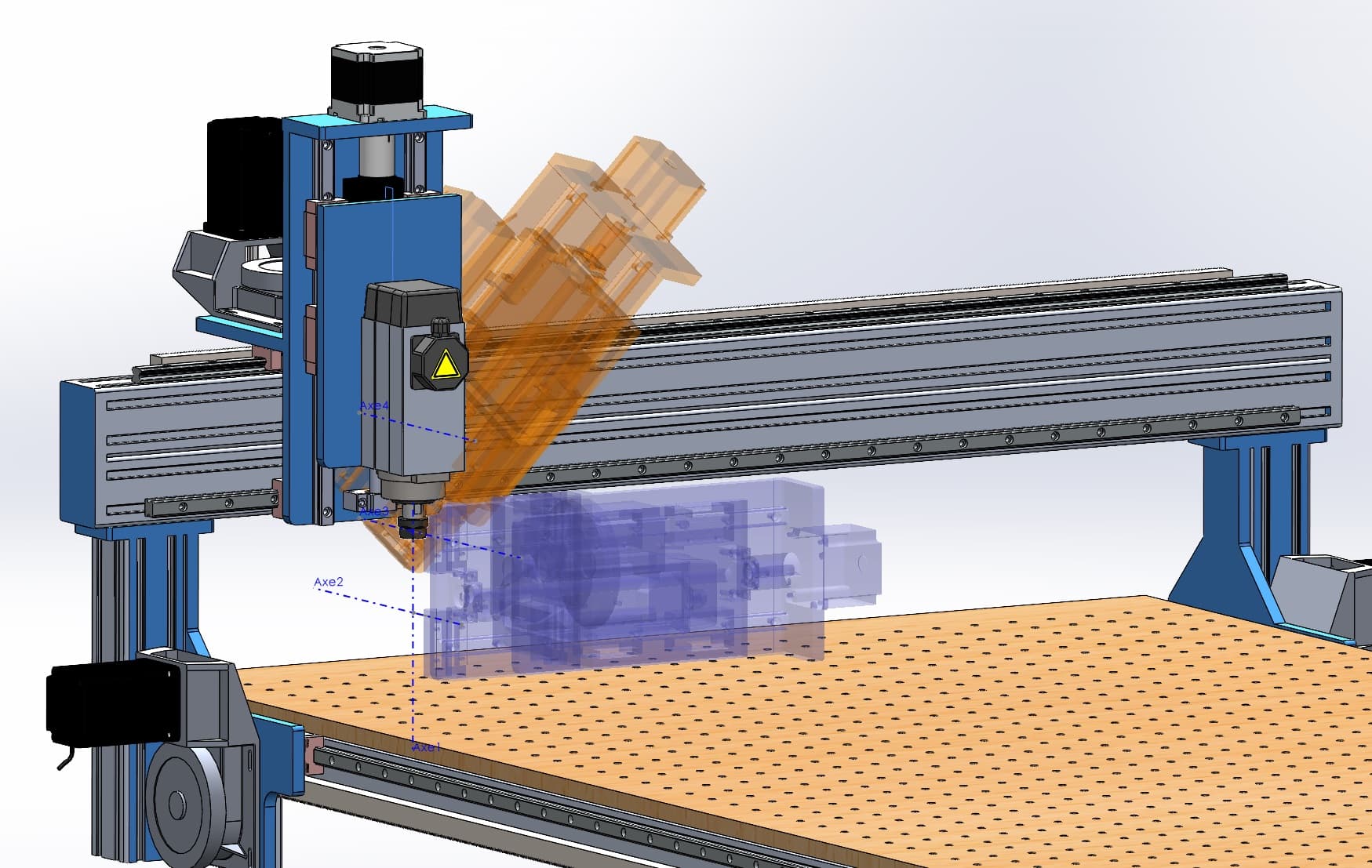
Ton idée d’axe de rotation V serait un module placé sur les paliers de l’axe Y sur lequel on rapporterai le bloque de l’axe Z actuel, cette solution est compliqué tant « a couché l’axe Z » qui ne sera jamais a hauteur du 0 palpeur
Es ce que tu parles d’une rotation déportée via l’axe 3 (en orange) voir axe4 (non dessinée) ?
(Axe 2 en violet considerant une rotation a la pointe d’outil)
Sinon j’ai pas compris du tout
La question est de savoir si à partir d’une matrice de trous sur X-Y (à plat) on peut demander au logiciel de générer le gcode pour exécuter le perçage en priorité sur l’axe « X » par exemple. Donc suivant une génératrice sur le cylindre.
A chaque nouveau mouvement en Y, (donc un changement de « ligne »), il suffit de remplacer la/les lignes concernées par une ligne demandant à l’axe une rotation de x degrés.
Ça doit pouvoir se faire manuellement facilement sur le gcode avec un simple traitement de texte !
Imaginons un cylindre avec 150 pas sur une rotation,
Il suffit d’insérer une séquence de 2 ou 3 lignes identiques toutes les x lignes de codes en déclarant le mouvement angulaire en relatif.
Et là…. Ça paraît trop facile !
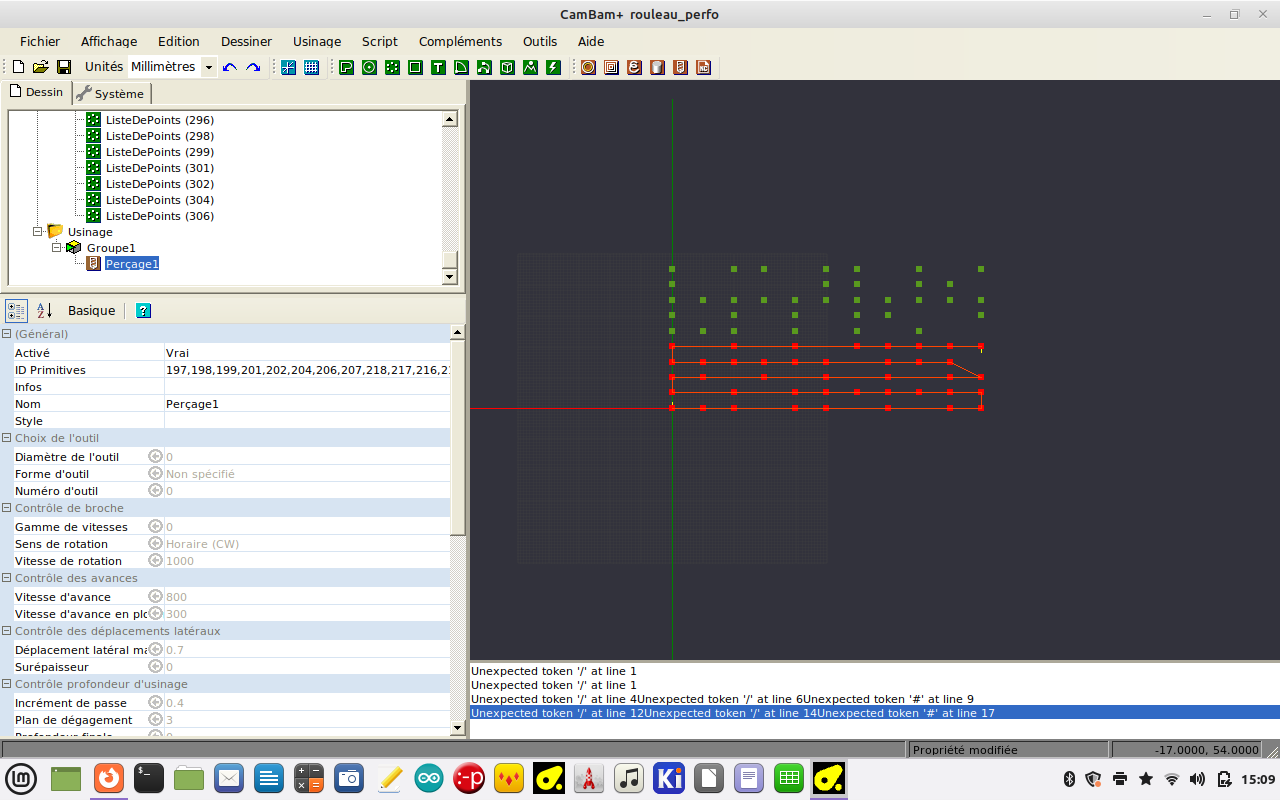
Concernant l’usinage dans un ordre défini, j’ai trouvé ça :
« Si je veux un routage ‹ perso › alors je sélectionne mes formes une par une (Touche Ctrl pour sélection multiple) dans l’ordre ou je veux les usiner et je mets le mode d’optimisation sur Aucun dans l’opération d’usinage concernée. »
Je vais faire un essai ….
En attendant, je vous conseille d’aller voir ce petit tuto http://www.atelier-des-fougeres.fr/Cambam/Aide/Video/points.html
Pour le gcode qui viendra commander une rotation de x degrés pour le mot PaP de l’axe "A/B/C/U/V/W/comme vous vous voulez , je vous laisse chercher
On a vu hier avec Gaël, un ensemble mot PaP+mandrin+contrepointe … ça coûte peanuts
 in French")