Le palpeur de la grande CN est opérationnel
Hier j’ai coupé du dépron de 5mm. La planche était collée avec du double face directement sur le plateau. J’ai pris 2/10mm de gras par rapport au Z0 palpeur (profondeur finale dans Cambam = 0.2mm) ce qui correspondait à l’épaisseur du double face. Le dépron a été coupé sans marquer le plateau. Ça confirme que la planéité du plateau est suffisante pour le moment. On verra lorsque l’humidité de l’air aura augmentée.
Pour régler le Z de l’outil j’ai utilisé le palpeur qui est maintenant opérationnel. Il est plus précis qu’un réglage au papier comme nous faisions jusqu’à maintenant.
Pour utiliser le palpeur:
IMPORTANT : Ce qui suit n’est utilisable qu’à la condition que vous utilisiez Cambam avec le post-processeur « Linuxcnc » dont la version minimum du 22/04/2024 est disponible sur le forum Cambam :
Pour utiliser le palpeur il suffit de sélectionner l’optionnel à « On » sur l’interface utilisateur LinuxCNC.
Pour arrêter d’utiliser le palpeur il suffit de mettre l’optionnel à « Off »
Si votre Z=0 pièce est situé au plateau, il n’y a rien de plus à faire.
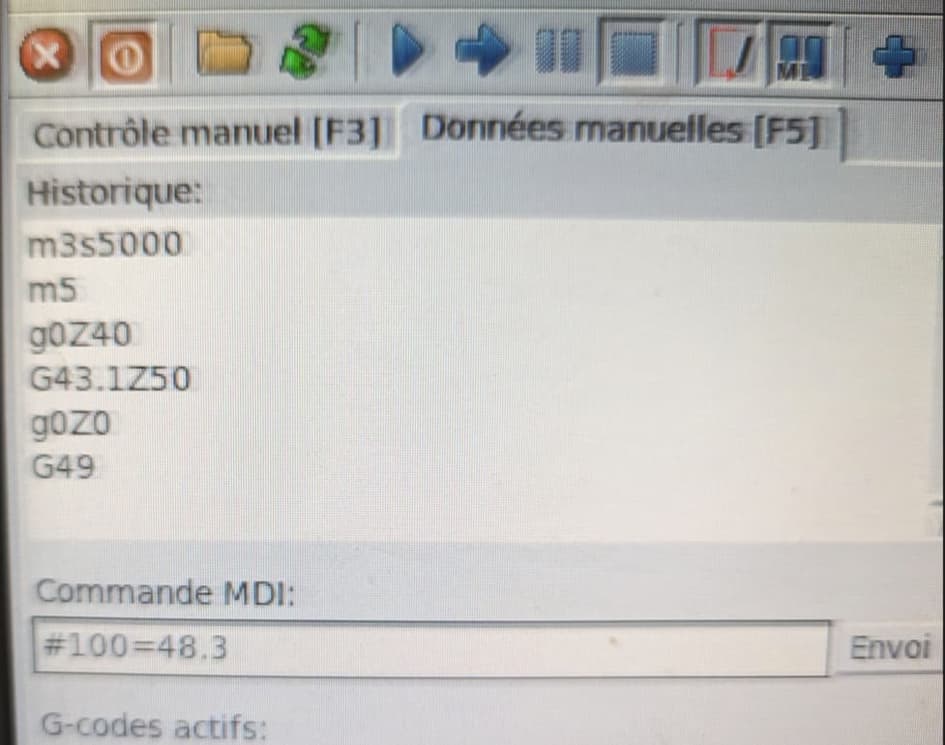
Si votre Z=0 pièce est situé à un autre endroit, il vous suffira de définir la variable #100 dans l’interface utilisateur de LinuxCNC. Cette variable générera un décalage en Z entre le 0 plateau et votre zéro pièce.
Syntaxe : #100 = 48.3 ==> cela veut dire que votre Z=0 pièce se situe à 48.3 mm au-dessus du plateau. Un message est affiché lors de l’exécution du programme pièce vous rappelant ce décalage.
Remarque : Cette variable #100 peut aussi être utilisée pour tester un usinage dans le vide avant un usinage réel. Pour cela, après avoir fait vos origine, y compris le Z, si vous definissez la variable #100 à 10, l’usinage se fera à vide à 10mm au dessus de l’usinage réel prévu. Pour revenir à l’usinage réel, il vous suffira d’annuler le décalage avec un #100=0.
La variable #100 est automatiquement initialisée à 0 au démarrage de linuxcnc.