j 'ai acheté les lames pour le cutter sans lame, mais pas le cutter pour les lames sans cutter ![]() .
.
Il est peut être mal rangé, il est peut être dans le labo ?
Le palpeur de la grande CN est opérationnel
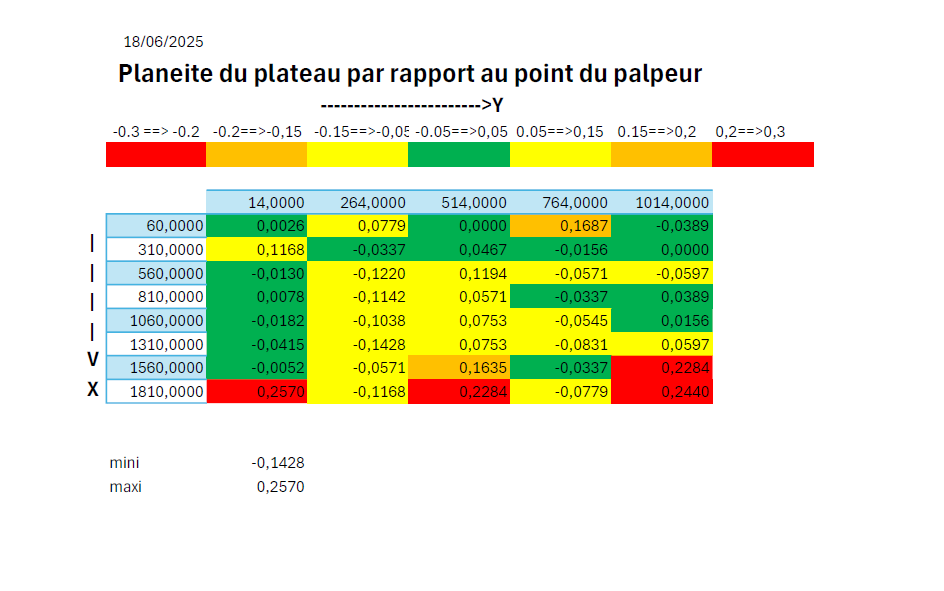
Hier j’ai coupé du dépron de 5mm. La planche était collée avec du double face directement sur le plateau. J’ai pris 2/10mm de gras par rapport au Z0 palpeur (profondeur finale dans Cambam = 0.2mm) ce qui correspondait à l’épaisseur du double face. Le dépron a été coupé sans marquer le plateau. Ça confirme que la planéité du plateau est suffisante pour le moment. On verra lorsque l’humidité de l’air aura augmentée.
Pour régler le Z de l’outil j’ai utilisé le palpeur qui est maintenant opérationnel. Il est plus précis qu’un réglage au papier comme nous faisions jusqu’à maintenant.
Pour utiliser le palpeur:
IMPORTANT : Ce qui suit n’est utilisable qu’à la condition que vous utilisiez Cambam avec le post-processeur « Linuxcnc » dont la version minimum du 22/04/2024 est disponible sur le forum Cambam :
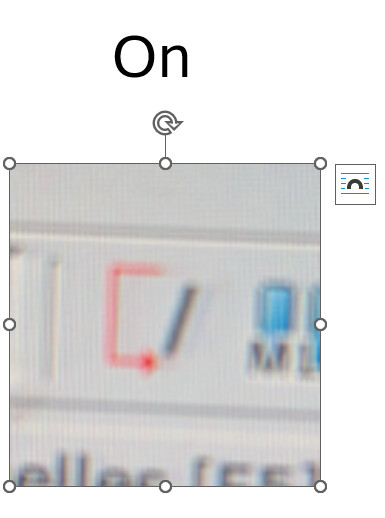
Pour utiliser le palpeur il suffit de sélectionner l’optionnel à « On » sur l’interface utilisateur LinuxCNC.
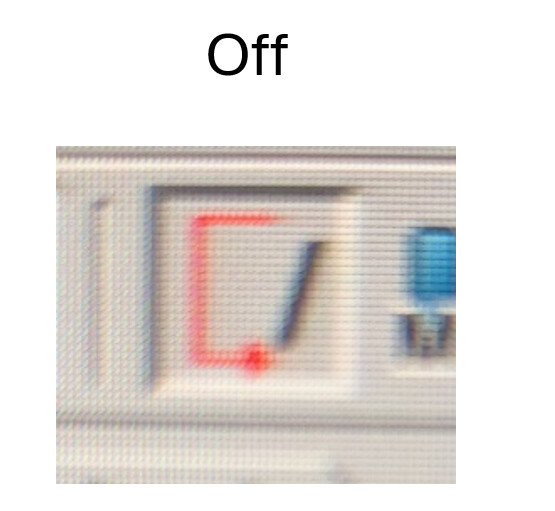
Pour arrêter d’utiliser le palpeur il suffit de mettre l’optionnel à « Off »
Si votre Z=0 pièce est situé au plateau, il n’y a rien de plus à faire.
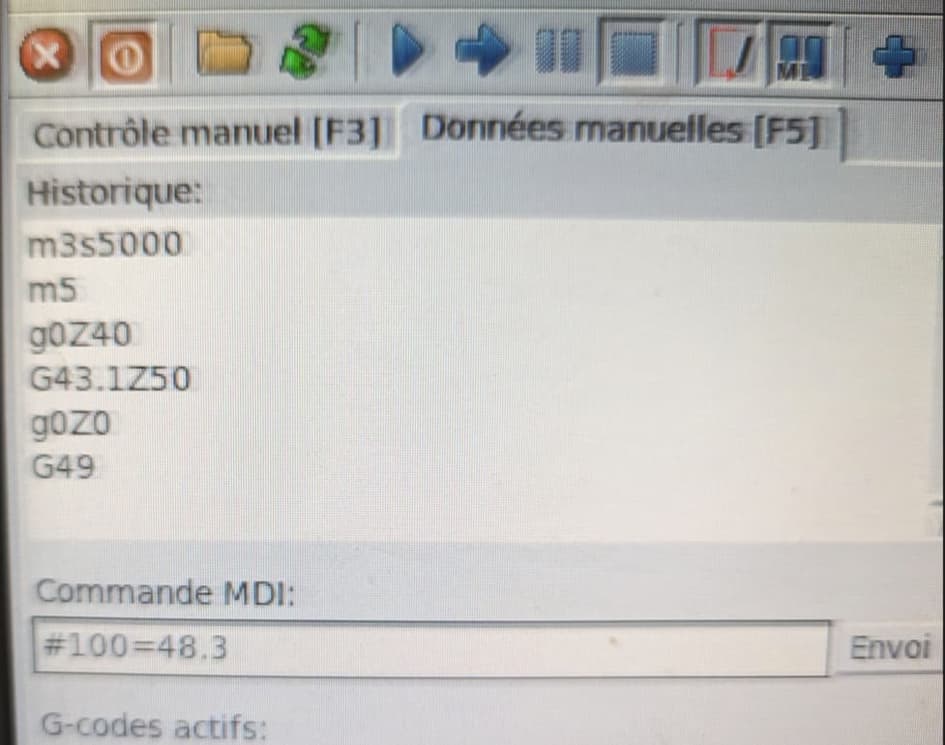
Si votre Z=0 pièce est situé à un autre endroit, il vous suffira de définir la variable #100 dans l’interface utilisateur de LinuxCNC. Cette variable générera un décalage en Z entre le 0 plateau et votre zéro pièce.
Syntaxe : #100 = 48.3 ==> cela veut dire que votre Z=0 pièce se situe à 48.3 mm au-dessus du plateau. Un message est affiché lors de l’exécution du programme pièce vous rappelant ce décalage.
Remarque : Cette variable #100 peut aussi être utilisée pour tester un usinage dans le vide avant un usinage réel. Pour cela, après avoir fait vos origine, y compris le Z, si vous definissez la variable #100 à 10, l’usinage se fera à vide à 10mm au dessus de l’usinage réel prévu. Pour revenir à l’usinage réel, il vous suffira d’annuler le décalage avec un #100=0.
La variable #100 est automatiquement initialisée à 0 au démarrage de linuxcnc.
3 « J'aime »
Trop fort !
![]()
J’ai mis le catalogue outil de la grande CNC a jour sur le forum: vous pouvez recuperer les fichiers pour cambam et camotics.
Noubliez pas de reserver vos ressources (machines) . Si il y a plusieurs demandeurs pour une machine au même moment, la preference sera donnée à celsui ou celle qui aura reservé*.
Désolé Jérôme, j ai eu besoin de toute la surface de la CN, j ai du démonter ta pièce. Tu devras refaire les origines.
Magnifique
(sans savoir je n’ai pas un pied dans le rc)
Ou là surprenant!!! Depuis le temps qu’on fait des pieces nous nous en serions apercu. En particulier le petit navion que j’ai fait ce matin fait bien la dimenssion prevue sur le dessin en Y=720.6mm, sur la piece 720.6 autant que mes yeux puissent evaluer le 1/10mm avec un metre a ruban.
Cherche plutot du cote de tes origines programme ou de ta prise d’origine sur la machine.
le père de l’outil as raison. et pout tout les outils j’ai aucun commentaire , et dans la constation
Téléversement : Screenshot_20250719_155806_com.android.gallery3d.jpg…
Super ![]()
![]()
![]()
Je suis dans l’investigation du problème que j’ai rencontré lors de mon dernier usinage
A savoir :
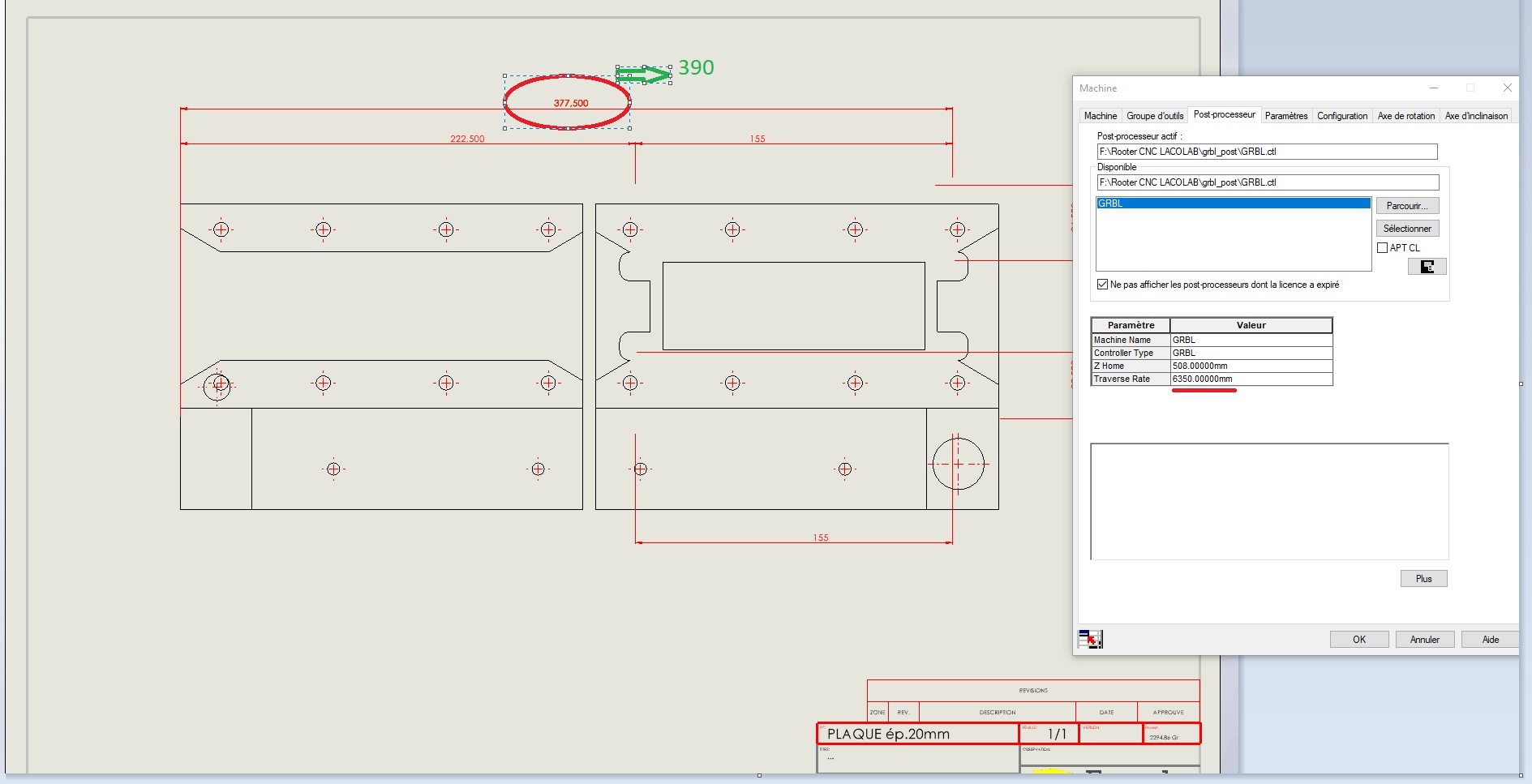
J’ai sorti un g-code via une moulinette grlb de solidworks qui affiche correctement sur le logiciel de la fraiseuse une cote de 377.5mm
pour autant la fraiseuse est allée jusqu’à 390mm
Je cherches a savoir si cela peut venir des parametre grlb intégrés dans solidworks:
a savoir qu’il y a une valeur traverserate de grlb
Un des probleme eu été d’etre en fraise de 8mm (alors que le g-code etait en d6mm)
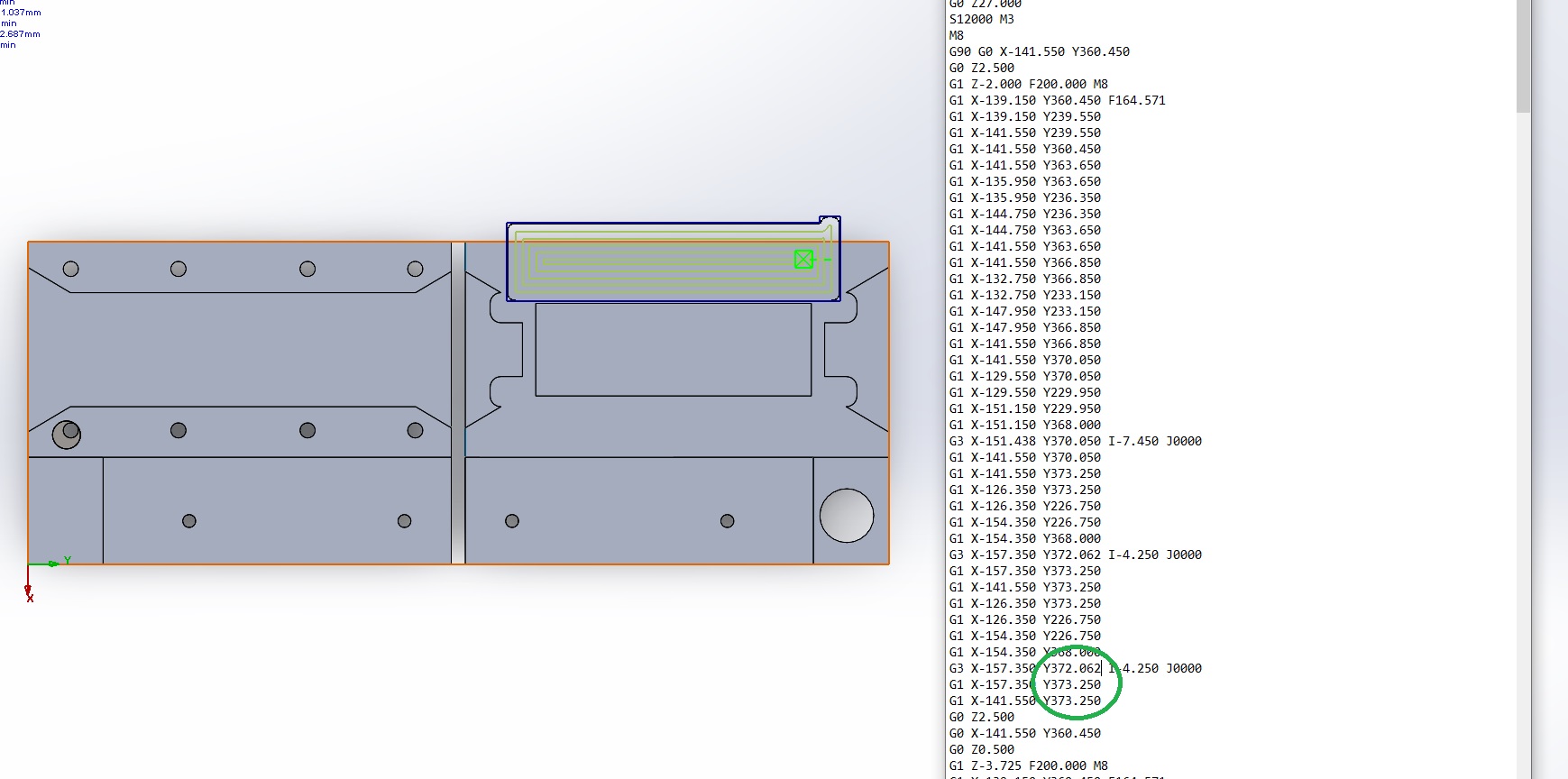
le g-code est bon donc pour moi, j’ai du foiré le palpage de ma face Y-4mm après avoir palpé correctement ma face X.
→ IL APPRENDS L ’ APPRENTI. ![]()
J ai compris on est pas sous grbl mais sous linux cnc aussi
@pinatl , il semble possible d’avoir une kernel RTAI sur une Debian 12
https://linuxcnc.org/docs/2.9/html/getting-started/getting-linuxcnc.html#cha:Installing-RTAI
Cela permettrai de remettre au goût du jour la distribution du PC actuel.
Dis moi si tu veux un coup de main pour engager l’affaire
Thomas. Oui je suis interessé par ton aide car c’est un peu inquietant de ne plus pouvoir rien installer sur ce Pc a cause de l’obsolescence de l’OS. Nous avons un Pc equivalent a celui de la CN qui pourra etre utilisé sans perturber la machine.
Pour mon probleme de librairie pyautogui, j’ai regardé, je pourrai modifier le code python et remplacer cette librairie pyautogui qu’on n’arrive plus a installer sur le pc de la CN par Tk qui devrait normalement ne pas poser de problème.
Un message a été fusionné à un sujet existant : CN migration OS
J’ai un Pc equivalent a celui de notre CN, Je te propose que j’installe OS + linuxcnc et mercredi 13,si tu es dispo, on essai de voir sur la CN ce que ca donne.
J’ai commandé 2 fraises dia 6mm une dent pour bois et alu. Il n’y en a qu’une à l’acolab et elle est en fin de vie. (21.08€)
- une diametre 6 longueur 75mm longueur de coupe 32mm
- une diametre 6 longueur 50mm longueur de coupe 22mm
1 « J'aime »