Merci Francois, j’ai récupéré ma broche. Je vais t’embaucher pour faire les connections sur ma machine, c’est du beau boulot.
1 « J'aime »
Si tu veux, je peux te refaire le coté connecteur si tu amènes ton câble samedi. Il y a tout ce qu’il faut à l’Acolab pour réaliser ça. Faut juste un peu de temps 
@francois
Tu as touche le fond du probleme. Je n ai pas de cable. sais tu ou on peut trouver du cable blinde de cette section sans en acheter 100m?j ai cherche un peu partout y compris aux mains ouvertes sans resultat.
Pour les ceuxes interessés. J’ai passe pas mal de temps a chercher du cable blindé pour un projet perso. Il y en au mètre et pas cher sur https://www.technic-achat.com/cable-electrique-blinde-multi-conducteur-technic-acha et en plus ils acceptent paypal.
plutôt ici : le lien qui va mieux ! ![]()
Et sinon, plus près, il y a par exemple ça : chez Rexel à Clermont
Le revendeur aliexpress n’a toujours pas expédié les câbles de la petite CNC. Je vais peut-être annuler la commande et me diriger vers un de ces deux là…
@etiennne
J’ai peur que quel que soit le fournisseur, en ce moment la chine est a l’arret. Il y a eu d’abord le nouvel an chinois ou la chine s’arrete economiquement pendant 1 semaine, et maintenant il y a le virus. Certaines entreprises (dont Michelin Shanghai par exemple) ont trouve un accord pour prolonger de 1 semaine suplementaire.
Brain storming.
Je m’adresse a tous les utilisateurs de la grande CN et peut être même de la shapeoko dans le futur et a ceux qui ont des idées sur la gestion du catalogue outil de ces machines. Nous avions fait une premiere version du catalogue outil en prenant pour règle que la longueur n’intervenait pas dans le classement des outils, ainsi un outil de diamètre 8 longueur 40 avait le même numéro qu’un outil de diamètre 8 longueur 30 avec des vitesses de broche et d’avances théoriques différentes. Vu que nous avons maintenant choisi Fusion comme logiciel CAD/CAM, si nous voulons profiter de toutes les possibilités de Fusion (vitesses, calcul de collision …), cette façon de faire ne marche plus. Il faudrait maintenant, je pense, faire correspondre le physique avec le logique (un outil physique ==> une entrée dans le catalogue). On pourrait par exemple convenir que chaque outil est enfoncé complètement dans la pince pour calculer les longueurs utiles et ainsi pouvoir utiliser le calcul de collision de fusion. Nous pourrions aussi entrer les vitesses théoriques d’avance (dans un materiel donné) ce qui aiderait les utilisateurs de la machine. Bref vous saisissez l’idée.
Auriez vous des idées pour organiser ce catalogue et en particulier pour faire correspondre le physique avec le logique ce qui nécessitera un rangement et une gestion des outils qui n’a rien à voir avec notre pratique actuelle. J’attend vos idées.
Premier problème concret: On ne peut enfoncer complètement l’outil dans la pince sinon la plupart des outils disparaitront dans la pince. Il faut donc convenir d’une règle pour monter l’outil en broche qui permettra de respecter les longueurs du catalogue (si on le souhaite bien entendu).
Je propose de faire une marque sur toutes les queues des outils de la longueur des mandrins afin de savoir facilement jusqu’où insérer l’outil dans la broche.
Je partage ce point de vue
Je propose de partir du catalogue logique, avec ses numéros, pour fabriquer le catalogue physique utilisant les mêmes numéros. Par exemple si une fraise de 8x40mm a le numéro 27 dans le catalogue logique, elle sera ranger à l’emplacement 27 du catalogue physique sans forcement marquer à cet emplacement 8x40.
En guise de détrompeur, on pourrait rajouter une plaque en fond de rayonnage avec une marque identifiant la longueur total de la fraise devant être ranger à cet emplacement. Couplé avec le diamètre de la fraise il ne devrait pas y avoir de source d’erreur lors du rangement.
Je pense qu’il ne faut pas prévoir un rack de rangement pour toutes les fraises que nous avons acheté (nombreuses pièces de rechange). Un rack avec un emplacement par type de fraise me semble plus pertinent. Les autres seront stockées et sortie pour remplacement de celle en cours.
La determination des paramètres de coupes est un vaste sujet pour notre CN. Il existe une méthode normé permettant de définir ces paramètres lien. En appliquant le contenu des slides 4-5 à 4-16 on doit définir nos propres paramètres de coupes.
Ca va demander un peut de temps mais on devrait y arriver.
EDIT : une autre doc
Je viens de tomber la dessus
https://www.leboncoin.fr/equipements_industriels/1688352598.htm
Perso, il y a quelques semaines, quand l’annonce a paru, je lui ai fait une offre à 1000€ le lot :
réponse : “Bonjour Je vous remercie pour votre offre Cordialement”"
Tu peux lui refaire une offre ? à 900€ le lot, ça le fera réfléchir !
De toute manière, je suis intéressé par tout le lot, donc je rachèterais ce qu’il faut …
Je ne suis pas sur que ces fraises soit adaptées à notre CN
C’est vrai que ça paraît “un peu” gros pour notre CNC !
Hier j’ai fait la mise à jour de LinuxCNC de la version 2.7 à la version 2.8.
Les nouveautés utiles pour nous :
- Equerrage de l’axe X-Y à la prise d’origine grâce aux 2 fin de courses
- Prise en charge native du pendant permettant le jog en mode Axe
- Meilleurs gestion de la différence entre Axe et Joint
Il a fallu refaire une bonne partie des fichiers de config pour prendre en compte les modifications apporter par cette nouvelle version.
Reste à faire :
- Faire l’équerrage X-Y
- Intégrer la gestion du pendant
- Vérifier les limites soft
1 « J'aime »
Proposition pour ranger les outils de la CN
On fait des douilles dia 20 en impression 3D comme ca (une par outil):
douille_T056.stl (234,4 Ko)
On fait un plateau en CN de 400 par 200 avec des trous non debouchants de DIA 20 profondeur 10 espacés de 30mm ce qui peut donner 79 emplacements comme ca:
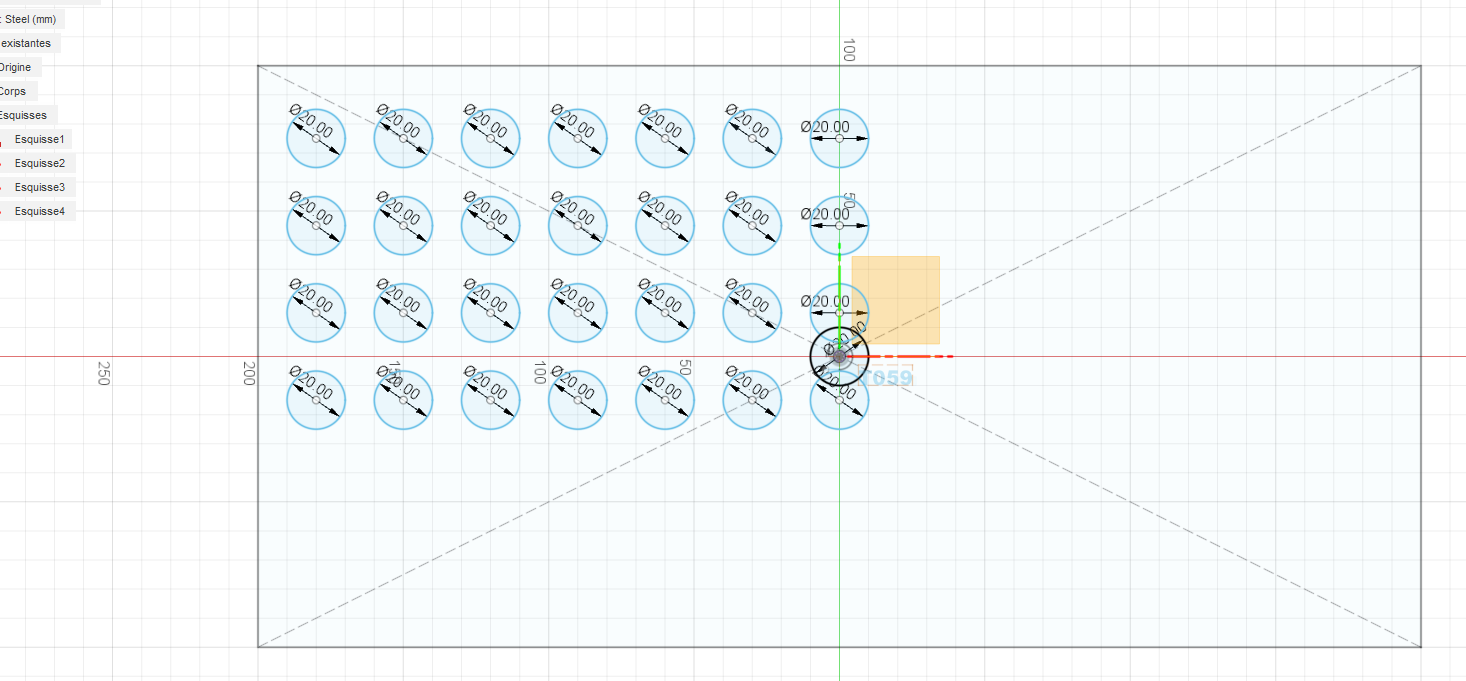
Ca donne ca sur un test de 2 emplacements:

C’est pas terrible en noir mais pour le moment, je n’ai que du noir à la maison.
L’avantage est que chaque outil est repéré par son numéro sur la douille. Si un outil change , on change la douille et basta. C’est un peu de boulot mais ca fera un projet CN et un projet 3D printing.
Votre opinion?
J’aime beaucoup le princpe.
Par contre, je n’ai pas totalement compris l’utilité de la douille en plastique ? Pourquoi ne pas uniquement percer au dia. de la queue de l’outil ?
Si l’idée est d’avoir un trou standard puis des bagues d’adaptations pour compenser les différences de dia de queue d’outil, il me semble que le dia maxi utilisable sur la CN est 10. Pourquoi 20 du coup ?
Est ce que ça ne vaudrait pas aussi le coup d’avoir le numéro d’outil aussi écrit sur le support, comme ça on sait directement où il doit se ranger ?
La douille permet de resoudre les Pb suivants:
- un outil de Dia 10 de tige disparait et est remplacé par un outil de Dia 3 de tige avec le meme numero.
- Des outils nouveaux apparaissent et on peut reorganiser le plateau comme on veut. Vu que les numero sont sur les douilles et non sur le plateau.
@Thomas : Si l’idée est d’avoir un trou standard puis des bagues d’adaptations pour compenser les différences de dia de queue d’outil, il me semble que le dia maxi utilisable sur la CN est 10. Pourquoi 20 du coup ? ==> Pour permettre d’ecrire le numero sur la douille et non sur le plateau.
@Thomas : Est ce que ça ne vaudrait pas aussi le coup d’avoir le numéro d’outil aussi écrit sur le support, comme ça on sait directement où il doit se ranger ? C’est le but d’avoir le numero sur la douille. La douille entre legerement en force dans le plateau et est censée rester sur le plateau lorsqu’on enleve l’outil. Donc on sait ou ranger l’outil. (voir le fichier stl dans mon poste d’avant).
Bonjour ,
Je ne comprends pas trop le principe ? faire une planche de 30 mm ou plus non débouchant d’épaisseur avec des rangés de trou de diam 8 , 6 , ect ne suffirait pas? la rangé de queue de 8 mm c’est forcément la pince de 8 ?