L’idée d’avoir des rangées par pince est très bonne et ca permettra meme de résoudre notre problème de choix de pince pour optimiser l’emprise du filetage de la pince mais ca n’empêche pas. Pour moi l’important est que le numéro soit associé facilement a un outil physique afin de retrouver le meme outils dans tous les logiciels , LinuxCNC, fusion , mac3, camban etc… On programme dans fusion avec T050, et quand on arrive a l’acolab, le T050 physique anisi que celui dans LinuxCNC est bien celui avec lequel le programme piece a été calculé. Il faut donc que le numéro soit devant l’outil et l’idée de la douille est de pouvoir re-organiser le plateau au fil de l’eau et des achats d’outils puisque le numéro est sur la douille et non sur le plateau. mais on peut aussi faire simple, mettre le numero sur le plateau et refaire le plateau quand ca devient trop le bordel. Je laisse le choix aux voies des interessés. Donnez tous votre avis.
Je comprends le principe sans problème, mais comme il n’y a pas de chargeur T 1 peut-être tous les outils à la fois.
On en parlera 
3 petits outils qui pourraient s’avérer très utiles pour les CN
http://www.scorchworks.com/Gcoderipper/gcoderipper.html#probe
http://www.scorchworks.com/Fengrave/fengrave.html
http://www.scorchworks.com/Dmap2gcode/dmap2gcode.html
Message reçu via le formulaire de contact :
Bonjour
Je suis dans un Fablab à Tours et complètement bloqué sur l’utilisation d’un palpeur de fraiseuse CNC, je m’intéresse à votre programme de palpage « palpage.ngc » de votre routeur CNC présent dans ces deux liens :
https://forum.acolab.fr/uploads/short-url/ekXHnpYwdS5tJP7UyM2R9SvK5kS.pdf
Je me demandais :
Dans La ligne G92Z41.9 ou G92Z42, le 41.9 ou 42 correspond-t-il à la hauteur de votre palpeur ou à la longuer de la fraise, dans ce dernier cas, la fraise est toujours enfoncée à fond dans la pince ?
Votre palpeur est-il à ressort ?
Merci d’avance
Lien de documentation du fablab où je me rends :
http://wiki.funlab.fr/index.php/Fraiseuse_CharlyRobot_A4
http://wiki.funlab.fr/index.php/Gcode_avec_Inkscape
http://wiki.funlab.fr/index.php/La_Fraiseuse
Est ce que quelqu’un peut lui répondre ?
oui la longueur 41.9( qui est un parametre à fournir dans le plugin tourné par Bcnc) correspond à la hauteur du point de declenchement du palpeur par rapport à la surface de reference.
Si la surface de reference (Z=0) est sur le plateau ou le martyr, on pose le palpeur sur le plateau ou martyr, lorsqu’on declenche le bout de l’outil se trouve à Z = (hauteur du palpeur = 41.9 pour nous). un decalage d’origine (G92Z41.9) a ce point de declenchement permet de regler l’outil en Z quel que soit la longueur de l’outil. Dans ce cas on usine dans les Z positif (au dessus du plateau = Z0).
Meme chose si on programme avec le Z0 au dessus de la piece, dans ce cas on pose le palpeur au desus de la piece et on usine en Z negatif, au dessous de la face superieure de la piece;
Le palpeur est un palpeur a ressort fait main, il a 3 contacts à 120°.
remarque : J’ai changé depuis cette version, je n’utilise plus le decalage d’origine G92, mais le decalage G10L20P… qui est un decalage d’origine qui survit a une coupure de courant alors que le G92 non.
N1
G92.1
G92X#POS_X#Y#POS_Y#
G53G00Z-1
G#DECALAGE#
G00X#POS_X#Y#POS_Y#
G38.2Z-180F300
G91
G00Z3
G90
G38.2Z-180F100
G10L20P#PARAMETRE_P#Z#PALP_Z#
G91
G01Z1
G90
M00
N2
voici le plugin derniere version avec le template.
bCNC.zip (4,1 Ko)
.
Le palpeur de la grande CNC a été réparé et est installé à poste fixe. Il permet de regler le z=0 de l’outil.
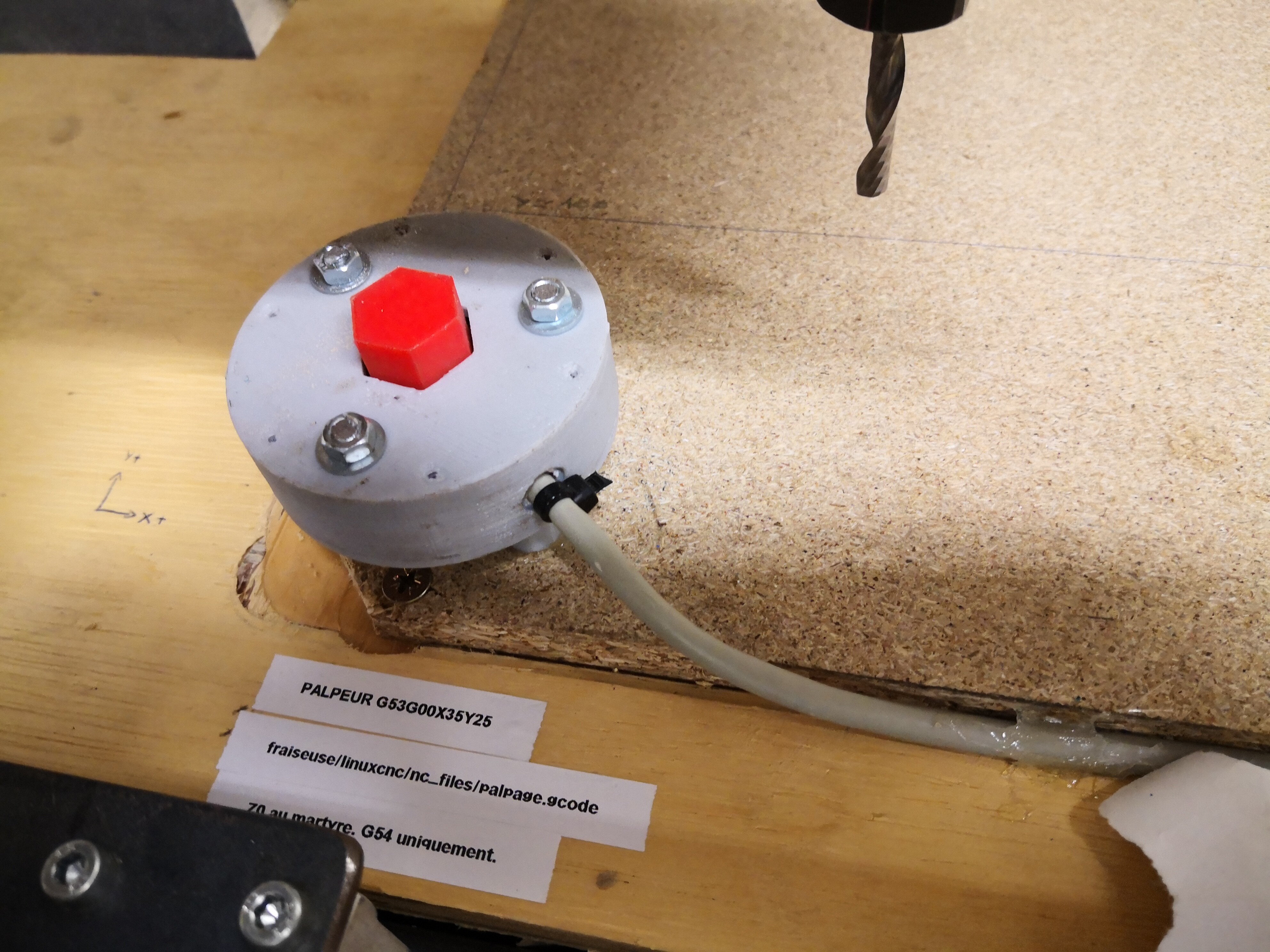
Il se trouve en G53G00X35Y25, le Z=0 est au martyr. Le fichier pour lancer un palpage se trouve dans : ./fraiseuse/linuxcnc/nc_files/palpage.gcode. Ce programme ne fonctionne qu’en G54 (ce qui est le defaut). Les instructions sont a coté du palpeur.
Après avoir lancé ce programme, si vous lancez un G00Z0 (attention de deplacer la tete en dehors du palpeur ), la pointe de l’outil devrait se trouver au ras du martyr.
J’ai pensé à un truc concernant la toise que tu veux usiner aujourd’hui. Ta piece se presente ainsi:
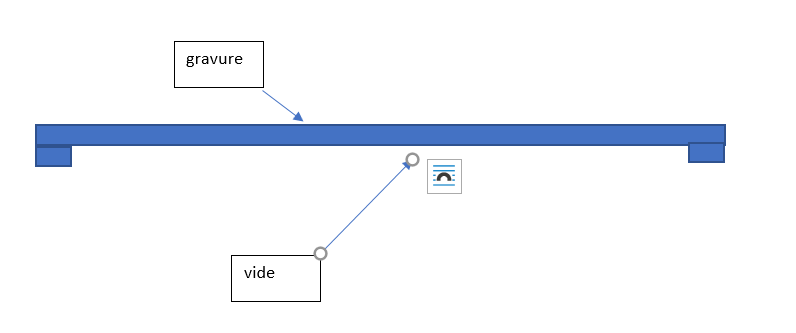
Il n’est pas impossible que lorsque tu seras au milieu de la travé, ta piece flechisse ou pire se mette à vibrer ce qui aura un impact sur le controle de la profondeur de gravure. Je te conseill de brider ta piece avec une calle de cette facon.
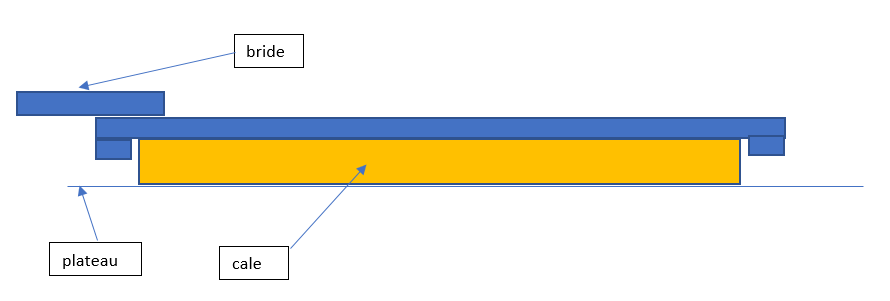
Il etait prevu de caler avec des tasseaux dessous.
On les a rabotter hier soir
En profitant de tes souvenirs d’hier, Est-ce que le passage fil dont tu m’as parlé resemblait à cela?

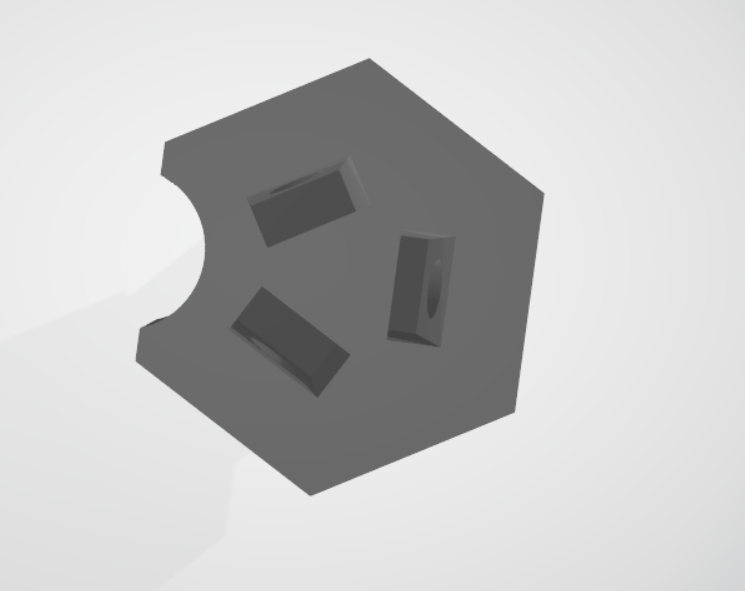
Oui c’est ça. Ca touchait le fil gris entrant à cet endroit et tu avais été obligé de rogner pour pas que ça gêne la descente du bouton.
ok , je vais re_imprimer 1 ou 2 boutons. Avec tes explications, je pense avoir compris ce qu’il s’est passé et c’est bien un soucis au niveau du programme de palpage. Le programme de palpage laisse l’outil à 2mm au dessus du bouton du palpeur. Normalement ensuite on fait le 0 des x et y et donc on sort manuellement du périmètre du palpeur mais si pour une raison le 0 X,Y est déjà fait, on lance naturellement le programme pièce et la la première instruction est de monter ou descendre au Z retract. Si la broche est encore au dessus du palpeur, et si le Z retract est dessous le haut du palpeur (ce qui est pratiquement toujours le cas) on emborgne le palpeur. La solution est donc:
1 ) à la fin du programme de palpage il faut sortir du périmètre du palpeur (je le ferai la prochaine fois que j’irai à l’ACoLab).
2 ) rajouter un warning quelque part de ne jamais lancer un programme pièce si la broche est au dessus du palpeur.
3 ) éventuellement dans CAMBAM choisir un Z retract au dessus du palpeur mais ca veut dire qu’a chaque dégagement on va monter assez haut et perdre du temps (à tester pour voir si c’est acceptable). Effectivement, dans les règles , le Z retract devrait être choisi de façon à être au dessus de tout ce qui peut y avoir sur la machine (y compris le palpeur).
bonjour quelque pistes d’amélioration de l’ergonomie,
il y a un fraise sur la broche de la grande CNC je ne sais pas trop où la ranger car il n’y a pas d’emplacement vide.
Pourrais-t 'on prévoir un jeton que l’on place a la place de la fraise que l on sort du placard comme ça on peut la remettre à sa place ?
Le pc est ouvert est ce normal ?
Le PC est aussi en équilibre à moitié sortis est ce normal ?
Peut-on mettre soit un 2 eme écran ou un autre pc a coté pour avoir la doc en même temps que l’on travail sur la grande CNC ?
Peut-on accrocher les fil qui trainent au pieds de la grande CNC ça éviterait de marcher dessus ?
Si c’est ok je m’en occuperais.
C’est pas bete du tout, très très bonne idée
Non : je suppose que le dernier a oublié de l’eteindre
oui tu peuyx le ranger au mieux si il rentre dans le meuble. Attention aux prises paralleles qui depassent derriere.
La shapeoko est prevue pour partir dans l’atelier bois. Ce serait l’occasion de la mettre juste a cote de la grande CN pour faire ce que tu dis.
Alors la, si tu fais ca, je crois que j’irai meme jusqu’à te payer une bibine. ![]()
C’est réglé !
avec @Pascal , hier, on a refermé le PC et on l’a remis en place dans l’armoire.
Reste, pour la prochaine fois, avant la remise sous tension, à remettre les câbles et la multiprise à l’intérieur afin de pouvoir fermer les portes.
Je pense que c’est indispensable, maintenant que les machines à bois sont opérationnelles.
Concernant les câbles en tout genre sur cette machine, maintenant que tout va mieux, il serait grand temps de remettre en état comme initialement, où les capots étaient présents.
Je veux bien m’en occuper la prochaine fois ![]()
Je parlais du boîtier
Je n ose pas trop prendre d initiative encore
Le « dernier » ça doit être moi .
Qu’est ce que j’ai oublié d’éteindre ? L’ordinateur ? J’ai pourtant bien lancé la commande « éteindre » à partir du menu, j’en suis certain. Soit il faut faire autre chose…? Soit elle n’a pas fonctionné.
J’ai pas vérifié (attendu) par contre que la Led bleu soit bien éteinte.
non a priori gael voulait dire que les capots du Pc etaient ouverts. J’avais mal compris. ![]()
J’ai changé le programme de palpage de la grande CN
J’ai rajouté un arrêt broche (M05) au début au cas ou, ca peut pas faire de mal.
J’ai rajouté aussi un dégagement en Y du palpeur après palpage histoire d’éviter le petit malheur qui est arrivé avant Noël. Ce dégagement se fait a vitesse 800mm/mn histoire que ce soit pas trop long, mais que ca ne se fasse pas en rapide en effrayant ceux qui dorment .
Je n’ai pas encore recalibrer le palpeur car il faut toujours changer le doigt du palpeur et c’est gaël qui a ceux de rechange que j’ai imprimés. Gael est un peu coincé a cause d’une maladie fort populaire en ce moment. Si il ne peut pas les déposer ainsi que la nouvelle imprimante 3D, je passerai chez lui lorsque sa contagiosité aura baissée.
bonjour
Pascal a changé le doigt du palpeur de la grande CN, nous l’avons recalibré, il est opérationnel. Ensuite nous avons verifié le calibrage des 3 axes car j’avais amené un comparateur micrométrique. Les X et Z etaient bons, le Y etait un peu faible il avancait de 9.75mm pour un ordre de 10mm. Nous l’avons réglé.
Sur une bonne idée de Francois, quelqu’un saurait il comment rajouter un bouton dans linuxcnc pour appeler le programme de palpage?