bravo . beau travail.


Super boulot et super efficacité. Il y a à peine une semaine la machine semblait avoir subit un ouragan  . On en cherche les traces aujourd’hui
. On en cherche les traces aujourd’hui 
@Francois, @Thierry et @ tous ceux qui peuvent/veulent : RDV jeudi 3 14:30 pour continuer.
Reste à faire:
-
refixer et rebrancher les origines Z et Y.
-
rebrancher les moteurs Z et Y
-
reconfigurer linuxcnc pour prendre en compte les modifs (pas de la vis en Z, course en Z, nouvelle position du origine Y)
-
verification finale de la geometrie de la machine
-
perpendicularite de la broche par rapport au martyr
-
perpendicularité Y par rapport à X
-
parallelisme rail Y par rapport au martyr
- tests
Remarque: Je suis tombé un peu par hasard dans la doc de linuxcnc sur un truc qui semble interessant. Aujourd’hui l’ordre de prise des origines est donné par HOME_SEQUENCE = ( d’abord Z, puis les 2 X puis Y). Les 2 X vont sur les origines puis le X1 se decale de HOME_OFFSET et ensuite le X2 fait de même ce qui genere un defaut de perpendicularité du Y/X de HOME_OFFSET pendant la fin de la manoeuvre (pas beau mecaniquement). Si HOME_SEQUENCE est negatif, X1 et X2 se decalent en meme temps de la valeur de HOME_OFFSET se qui evite cette petite deformation temporaire de la machine.
A mon avis, il faut utiliser cela et Il vaut mieux regler les 2 switchs perpendiculairement plutot que jouer sur des valeurs differentes de HOME_OFFSET .
Remarque 2 : Ce serait peut etre le moment de reverifier la planeite du martyr par rapport à la broche et si besoin, faire un petit surfacage/
Présent !
Il y a encore du boulot sur la planche ….
L’équipe de rénovation des axes Y et Z de la grande CN , Thierry, Francois, Baboon et pinatl ont le plaisir de vous annoncer la disponibilité de la machine.
Hien nous avons rebranché les moteurs et les fins de courses, reconfiguré Linuxcnc, et réglé au mieux la machine. Au début, le moteur Y vibrait et faisait un bruit désagréable, mais sur une idée de génie de baboon, nous avons changé le nbre de pas par tour et le moteur s’est mis à ronronner sans vibration.
Le réglage a été fait au mieux, mais la non-planéité du plateau nous a limité. Ça n’empêche pas d’utiliser la machine.
Il restera donc à faire une mise à niveau horizontal de la machine car j’avais amené un niveau qui nous a montré que la machine était un petit poil pas horizontal, un surfaçage du plateau, et enfin revérifier les réglages.
Remarque : j’ai cassé le taraud M6 de l’acolab. Il faudra que j’en commande 1. Vaut il mieux une série de 3 tarauds ou un taraud unique qui fait tout?


Désolé Thierry et Baboon j’ai merdé dans la prise de la photo finale qui montrait Thierry et Baboon faisant le V de la victoire.
@Thomas : J’aurais besoin de ton aide. Serait il possible d’activer le bouton de précision du jog sur le pendant? En effet ce bouton est inactif. C’est suffisant pour faire un zero machine approximatif, mais si on veut par exemple tangeanter sur une piece pour faire un réglage de position précis, il faut retourner au gcode dans linuxcnc.
Oops
Je m’apercois en ecrivant que j’ai oublié de modifier le programme de palpage. Comme la géométrie de la machine a changé, le palpeur ne doit plus etre dans la meme position machine et donc on doit palper a coté du palpeur. Si quelqu’un en a besoin, il faudra probablement changer la position X et Y du palpeur dans le fichier $home/linuxcnc/nc_files/123.ngc. Sinon je le ferai mercredi prochain.
Désolé de vous spamer encore.
Pour info les courses de la machine ont changées.
En Y nous avons perdu 70mm nous étions a 1085mm, nous sommes a 1015mm maintenant. Nous avons déplacé les rails de 60mm vers les Y- pour retomber sur les usinages qu’avait fait Francois mais je suppose sans l’avoir vérifier que la perte des 70mm viennent d’un chariot plus large car les rails font 1200mm comme avant et nous utilisons 100% du rail.
Par contre on a gagné en Z puisque dous disposons maintenant pleinement des 120mm qui se trouvent sous le portique. Avant avec l’écrou en dessous du Z, nous n’avions guere plus de 85mm.
J’ai mis le WIKI a jour.
1 « J'aime »
Normalement il vaut mieux la série de trois pour la version manuel. Mais comme ce n’est pas ce que nous avions, le taraud seul suffira.
Pas sur d’identifier de quel bouton tu parles mais on regardera ça ensemble Mercredi.

Oui oui pas de soucis
@francois @Thierry . Jai mis tout ce qu’il faut savoir sur le surfaçage du martyr sur le wiki Routeur CNC chapitre « surfacage du martyr ». Attention à 600mm/mn ca prendra + de 4h. Il est possible en cours d’usinage d’augmenter la vitesse d’avance jusqu’à 200% sur le GUI de linuxcnc mais lorsque j’avais fait un test rapide, 600mm/mn ca paraisssait pas trop mal.
Voilà voilà 
Avec un peu de retard, un petit CR des derniers essais
Jeudi dernier 3 mars :
Premier usinage !
Ça commençait « moyennement » bien !
Le programme de poche créé sur Camban fait pénétrer la fraise verticalement au centre de la poche ! Oups !.. Avec une frais à surfacer, c’est pas top  la broche n’apprécie pas
la broche n’apprécie pas 

En bricolant un peu avec Thierry, roi du ciseau à bois, on a creusé un poil plus l’empreinte et ensuite c’est parti … Ça « copeaute »

Après quelques minutes d’observation, on a augmenté la cadence :
broche et avance au maxi autorisé par le 250% du curseur…
et ça donne ça :
VIDEO
bravo. desole pour l attaque je n y ai pas pense. sinon beau boulot. je ne serai encore pas la jeudi. je rentre du sud ouest dans l apres midi de jeudi.
2eme journée de travail : samedi 5 mars en fin d’après midi après la formation bois.
On a modifié le fichier gcode à partir du fichier original en dxf.
On a donc créé, avec @Baboon et @Thierry un nouveau gcode avec des vitesses de travail beaucoup plus élévées.
On est resté sur un surfaçage avec une profondeur de passe de 0,1mm comme sur le fichier d’origine.
D’origine, on avait 600mm/mn d’avance outil et 3000t/mn pour la broche
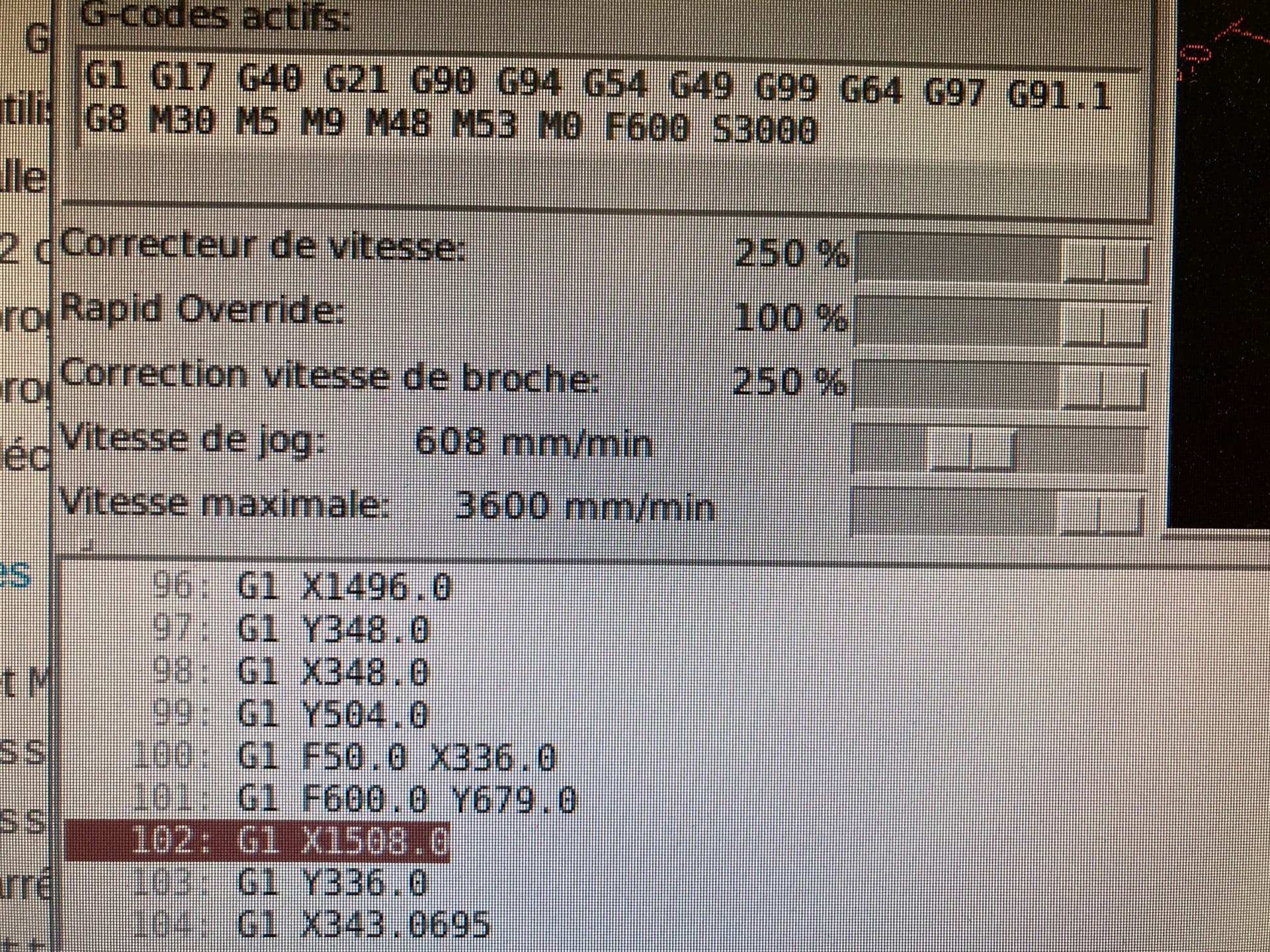
On est passé à 3000mm/mn d’avance et 10.000t/mn.
En sachant qu’on peut encore accélérer de 250% … on a essayé 
Donc : 24.000t/mn pour la broche : maxi nominal
avance : 3600 mm/mn : maxi autorisé par linuxCNC (sans doute entré en config machine)
Constat : à cette vitesse de rotation, on ne fait pratiquement plus de copeaux… seulement de la poussière ! il faudrait avancer beaucoup plus vite comme 4800mm/mn (0,1mm/t) pour retrouver un copeau de 0,05mm (fraise 2 dents)
Mais, à cette vitesse, il semble qu’on ait quelques vibrations sur l’axe « X ».
À confirmer, car il n’y a pas de raison : les moteurs sont encore très loin de leur vitesse maxi !
Nous avons essayé de prendre une passe plus importante, mais nous n’y sommes pas arrivés.
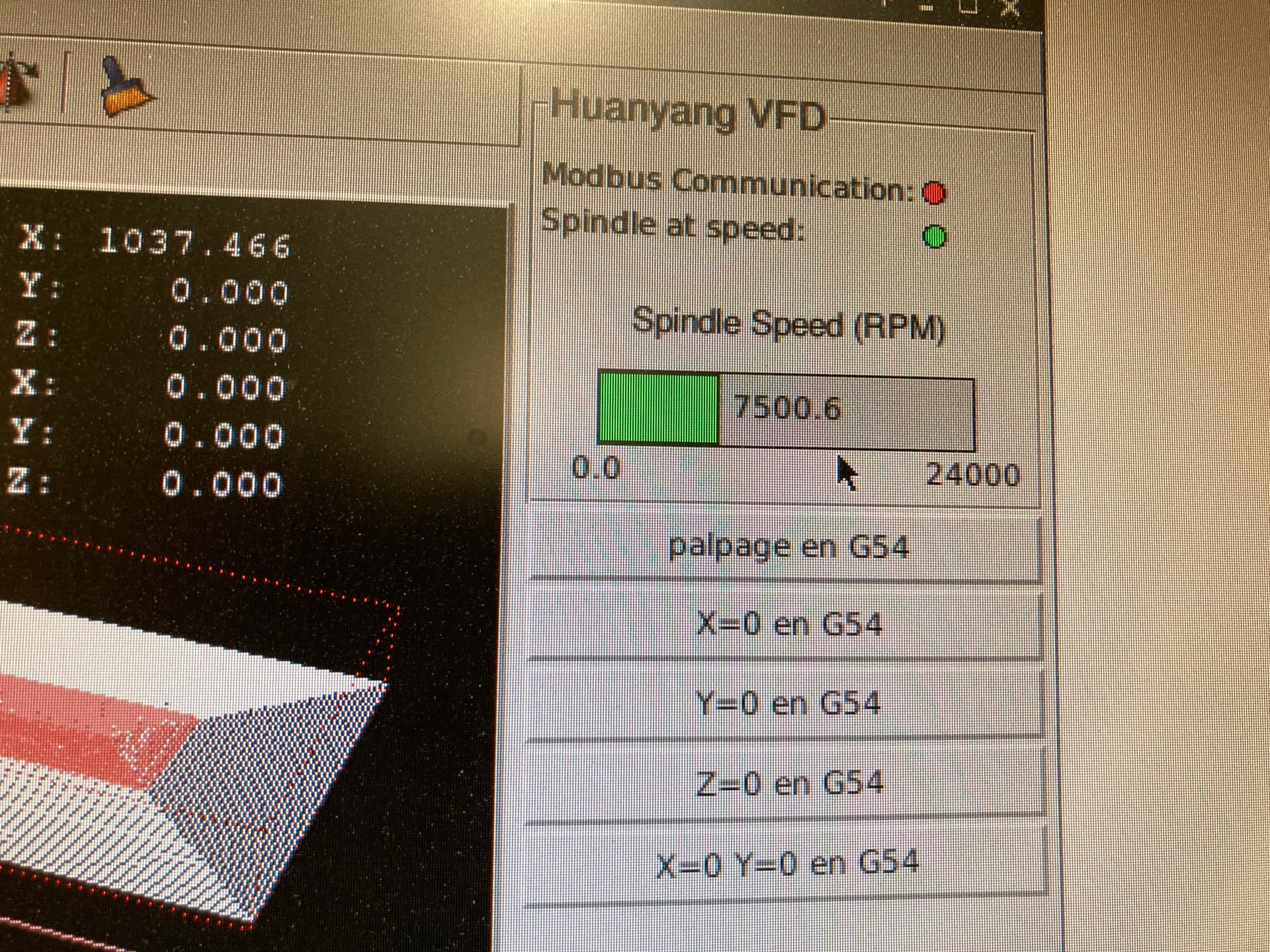
La CNC n’accepte pas de descendre en dessous d’une cote « Z » … même en trichant sur son origine en G54 … En fait, c’est rassurant pour la suite, mais dans notre cas, on aurait bien aimé « manger » un peu plus de martyr 
On verra donc tout cela d’un plus près avec Doctor @pinatl jeudi !
En final : ça marche
![]()
Bravo à tous 

Quand est ce que la CN sera déclaré apte ?
Je me suis trouvé un projet qui va en avoir besoin
Je remplacerai évidemment le metal part du MDF
Jeudi on devrait valider ça
Il faut juste pouvoir enlever encore quelques 10e sur le martyr car il n’est pas usiné sur toute la surface … et ce sera OK
Pour ça, il faudrait que @pinatl nous donne la solution pour débloquer la cote mini en »Z »
Il y a peut être un fichier config à retoucher ?
ca doit etre dans linuxcnc/config/fraiseuse/fraiseuse.ini il doit y avoir un z mini la dedans. c est en coordonnees machine.