@gaeldu63 J’ai essaye le plugin de inkscape ca donne rien de propre. Par contres j’ai trouve dxf2gcode qui est bien sympa. J’ai modifié les fichiers config pour ca puisse marcher chez nous.
comme on dit, yapluka faire un support de stylo souple qui se clipe sur la broche.
Par contre ca fait pas les trais d’axe, les pointilés et tout ce bazard. J’ai pas non plus essaye les textes. Il te faut quoi exactement, tu as ton dessin?
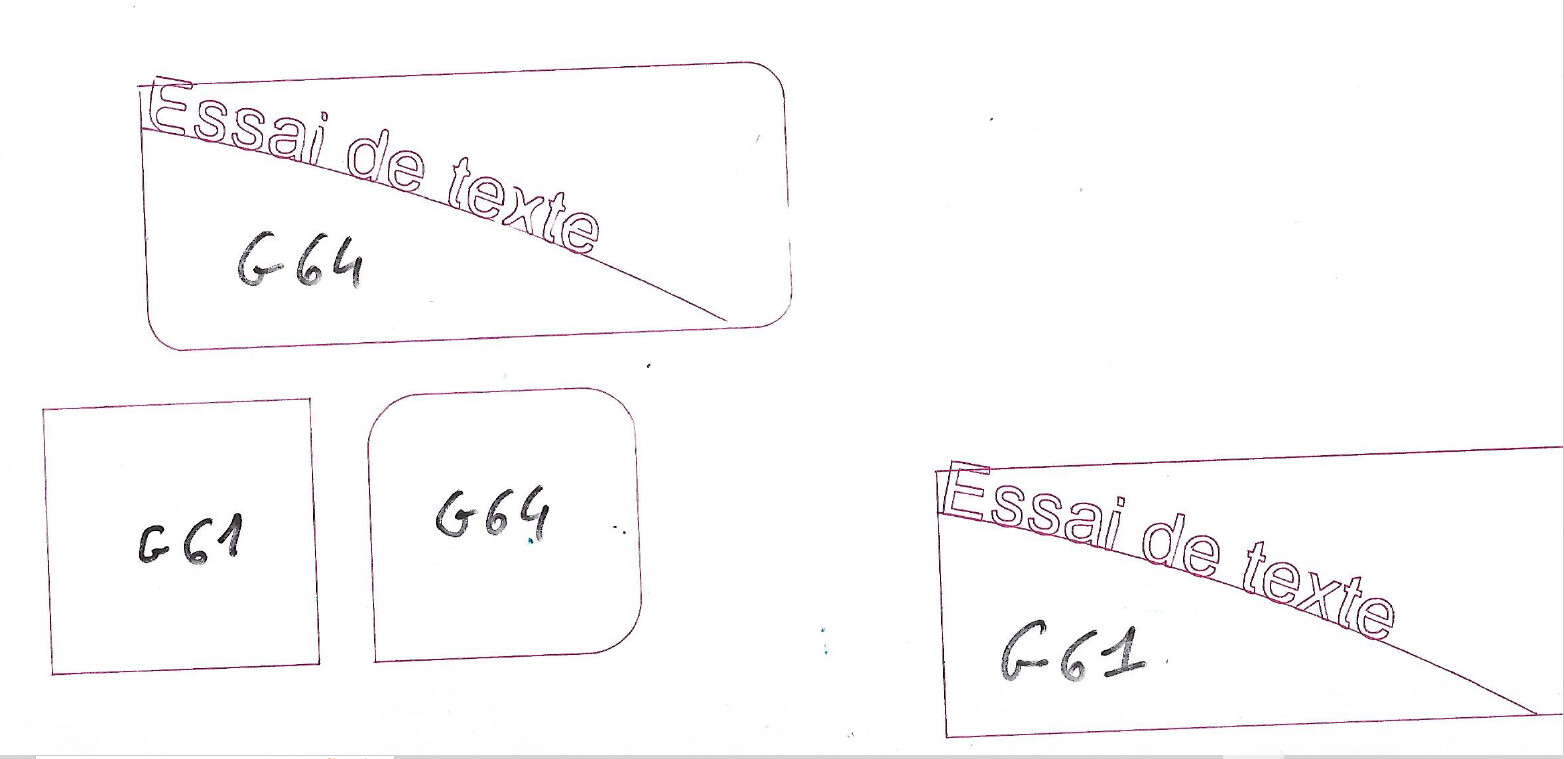
Je me suis servi de « CN as a plotter » pour montrer la difference du paramètre « mode de déplacement » dans Cambam entre trajectoire exacte G61 et vitesse constante (G64). Pour rappel, dans Cambam le defaut est malheureusement vitesse constante.
j’ai pour cela dessiné 2 fichiers, chacun 2 fois, une fois en G61 et une fois en G64.
Le premier dessin représente un carré de 50mm de coté. On voit bien en G64 que linuxcnc a rajouté des arcs dans les coins pour garantir une vitesse constante ce qui n’est pas possible en trajectoire exacte car il y a a forcement une discontinuité de vitesse dans les angles (la machine ralenti avant le coin puis reaccelere après le coin). Pour le texte on voit bien en G64 que le respect des caracteristiques de la fonte n’est pas le soucis majeur par contre le temps d’execution en G61 représente 150% du temps d’execution en G64 (sans optimisation car chaque remonté de plume se fait à Z15, il faut que je change cela dans le fichier de config).
Dans les 2 cas, je ne donnerai pas le temps d’execution pour ne pas effrayer les geeks qui par definitions sont des gens impatients , disons que ca met un certain temps.
En resumé, entre precision et vitesse d’execution : pick only one.
Au passage, j’ai réglé la force des ressorts sur le chariot de la plume et ca marche pas mal du tout.
Le Z règle a la grosse la pression initiale. Ensuite il faut absorber les iregularité du plateau ou d’un papier mal tendu avec un montage souple du stylo. On le voit d’ailleurs bien dans le tout premier essai, ca partait bien et a un moment le stylo a dechiré le papier car le chariot chariotait mal et les ressorts étaient un peu trop tendus.
Nous savions déjà que la Shapeoko ne tournait pas lorsque que la broche de la grande CN tournait à cause des perturbations. Hier nous avons appris que la laser non plus ne tournait pas lorsque cette même broche tournait. J’étais sur la CN et Hugo sur la laser. Le Pc de la laser perdait aléatoirement le réseau dès que la broche tournait. 1000 excuses Hugo car il a été embété une bonne partie de l’aprem avec ce problème (le temps de le diagnostiquer puis le temps que je finisse l’usinage qui était assez long) .
Il faudra en tenir compte dans la programmation lors de l’évènement d’Octobre.
Si quelqu’un veut s’y mettre, ça vaudrait le coup d’accélérer le remplacement du Pc de la laser par un Pc de Libraisol au cas ou ça améliorerait la situation. Rappel le Pc de la laser est sous windows car rdworks ne tourne que sous windows, mais on pourrait peut être le laisser sous linux en utilisant rdworks avec l’émulateur wine.
On pourrait aussi changer les câble réseaux entre les prisess et les machines car ce qui sont en place ne sont pas blindé et donc le blindage du câble mural devient une belle antenne. J avais le meme problème quand je travaillais dans l alarme incendie et que led installateurs avaient la fainéantise de le racorder.
Tu parles bien du cable entre la prise murale et la machine , pas du cable qui va du labo a l’atelier ni du cable (le même type) qui est entre les 2 prises murales dans l’atelier?
Si la reponse est oui, on ne risque pas grand chose d’essayer. Ca se trouve ou un cable RJ45 blindé?
@pinatl .
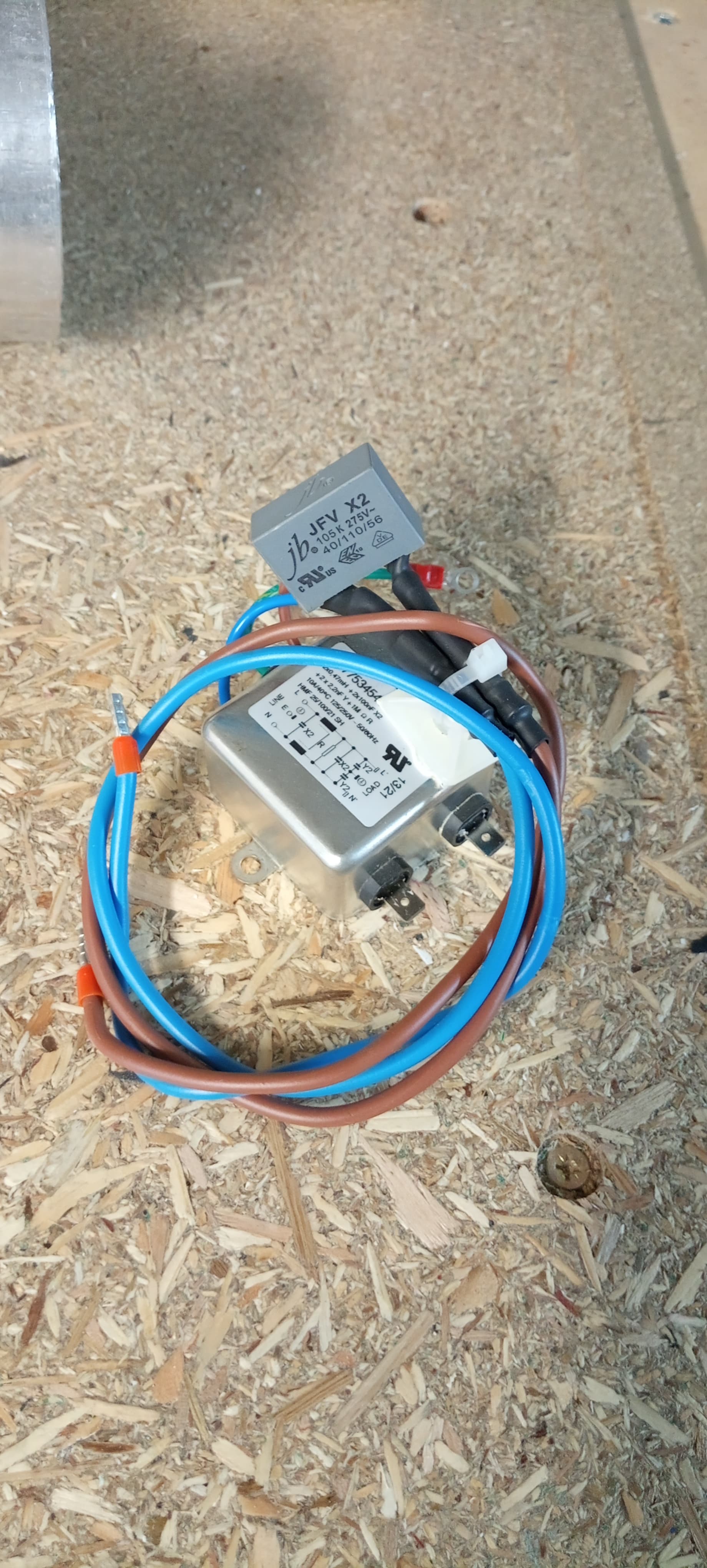
Mon Pote qui travaille au essai CEM du boîte d électronique a riom m a proposer d installer ce filtre secteur sur notre CNC pour diminuer le rayonnement.
Je ne sais pas sans essayer. Nous n avons pas d expérience de mach3. La licence est à 160€. Il faudrait un boîtier 4 axes. Je ne sais pas trop si mach3 permet de gérer la perpendicularite de l axe Y comme nous le faisons avec linuxcnc. Ça serait intéressant d essayer mais ce serait un essai a 250€ pour commencer avec une indisponibilité de la machine difficile à prévoir.
Pour limiter l indisponibilité de
la grande CN on pourrait toujours se faire la main sur la shapeoko qui pourrait elle aussi fonctionner avec un pilotage 4 axes .
Il est vrai que piloter le signal des axes directement à partir du pc comme nous le faisons actuellement génère de grosses contraintes d’OS temps réel sur le pc.
Question subsidiaire: qu est ce qui te fait dire que le pc actuel a un problème?
Je ne connais pas le contexte mais je me permet de donner un avis.
je ne suis pas fan du mode veille surtout si y a des drivers pointus, une configuration spécifique et complexe avec les logiciels installés.
Il vaut mieux arrêter le PC proprement pour un redémarrage sans image système à restaurer.
Oyez Oyez, la grande CN est en panne. Elle nous a laissé faire connexion tranquillement, puis nous avons fait la pièce de Richard pendant près de 3 heures 30 et à 5 minutes de la fin de l’usinage de la pièce, la machine s’est mise à déconner. Gael avait déjà eu le problème et nous pensions que c’était réglé en resserrant les connexions mais que nenni.
Le problème : Un des 2 moteurs X (à prioris le X1) tourne dans le mauvais sens lorsque la machine doit aller vers les X+. Cela était systématique samedi soir, mais ca peut être fonction de la température du driver (il etait un peu chaud).
J’ai déjà eu cela sur ma machine et je l’ai résolu en changeant le driver du moteur incriminé. J’ai laissé un driver perso sur la machine pour confirmer que c’est bien cela le problème. Je n’ai pas eu le temps de le changer d’abord parce que c’est arrivé à 19:30 et ensuite parce que les connecteurs ne sont pas compatibles (of course).
Si quelqu’un se sent de remplacer le driver, je préconise de le laisser en volant dans un premier temps car pour le démonter c’est coquin, il faut enlever des vis qui ne sont pas directement accessibles. De plus mon driver n’étant pas exactement le même que celui de la machine, les switches (nbre de pas par tour et intensité) ne sont pas codés de la même façon, il faut donc voir à quoi correspond les settings sur l’ancien driver et mettre les switches sur le nouveau en fonction des valeurs, et non en fonction des positions de l’ancien.
Nous avons laissé la pièce de Richard montée sur la machine car de toute manière la machine n’est plus utilisable en l’état. Nous avons mis un mot « HS » sur la machine. Si c’est bien le driver qui merdoie, ça ne devrait pas durer longtemps. Je pourrai prêter le mien en attendant d’en commander un autre.