Ôtez moi d’un doute !!!
C’est pas chinois au moins ?
![]()
C est bon le zéro Z marche sur le pendant

J ai aussi reçu les inserts pour la CN et les fins de courses pour la shapeoko .
Ça va chauffer ce WE !!!

C est bon @severine en a donner un
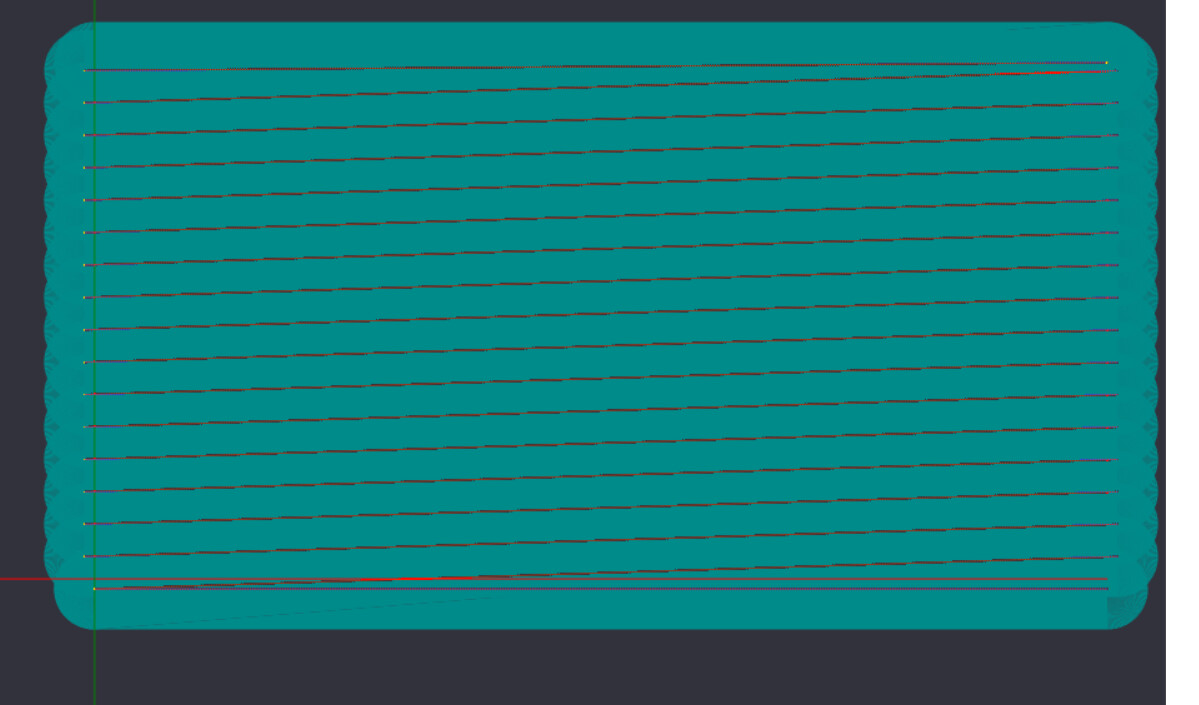
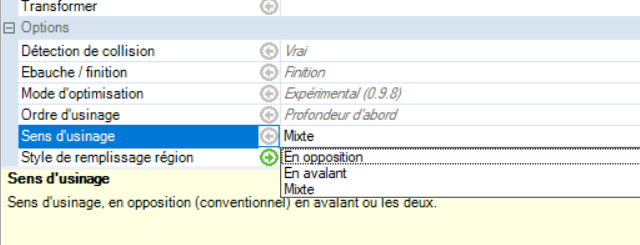
Je pense avoir trouvé ce que tu cherchais au sujet du surfacage dans cambam. Tu me disais avec juste raison que commencer le surfacage par le centre n’est pas genial. Il y a un parametre dans le pocketing « style de remplissage region » Par exemple si tu choisis « lignes horizontales », ca doit faire ce que tu souhaites, à savoir commencer par l’exterieur .

![]()
![]()
![]()
Merci Doctor ![]()
Et en plus en donnant une surepaisseur négative, tu peux t’appuyer directement sur le contour du brut pour faire ton surfaçage.
Avec une surepaisseur de 0, on voit que la fraise arrive juste a la limite du brut ce qui n’est pas suffisant en particulier dans les coins.

Avec une surepaisseur de -5 (mon outil fait 4 de rayon) tu vas bien usiner au dela du brut et ne laisser aucun bout non surfacé.
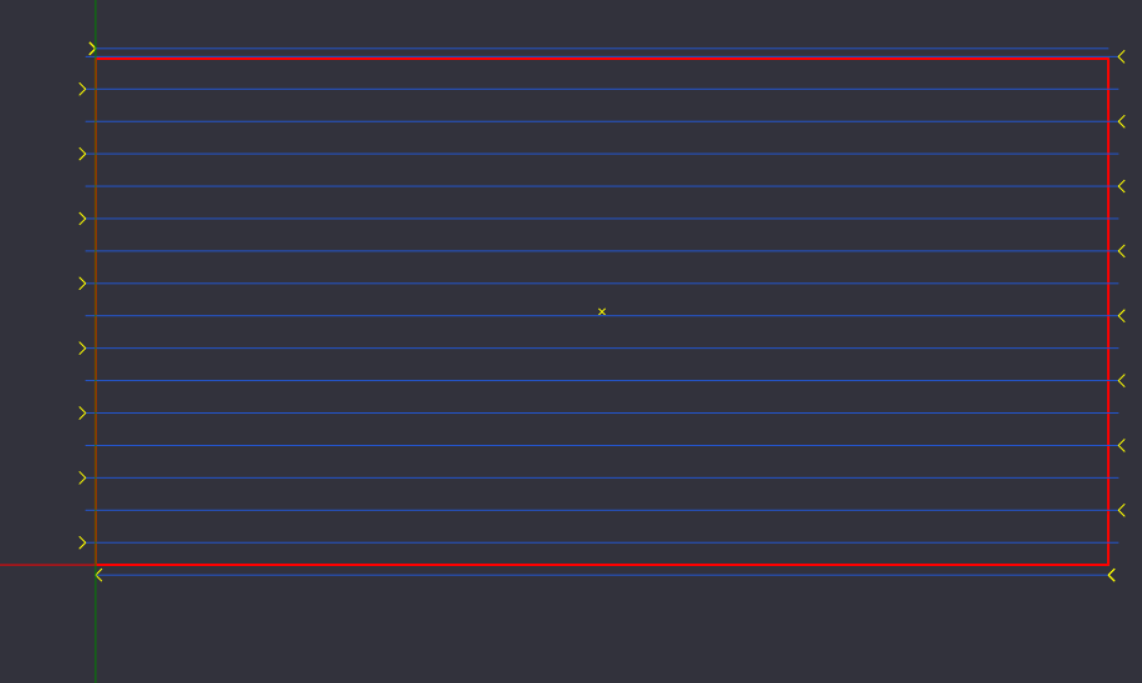
Pour finir si tu usines en opposition (comme dans les 2 exemples ci dessus ) tu surfaceras toujours dans le meme sens, le retour se fera en vitesse rapide au dessus de la piece. Si tu usine en mode « mixte » tu usineras en opposition dans un sens et en avalant dans l’autre sens mais tu n’auras pas de perte de temps en te baladant au dessu de la piece en vitesse rapide.
Elle est pas belle la vie?
Magnifique !![]()
Il faudra aussi qu’on se penche sur la définition du brut à partir des paramètres « brut »
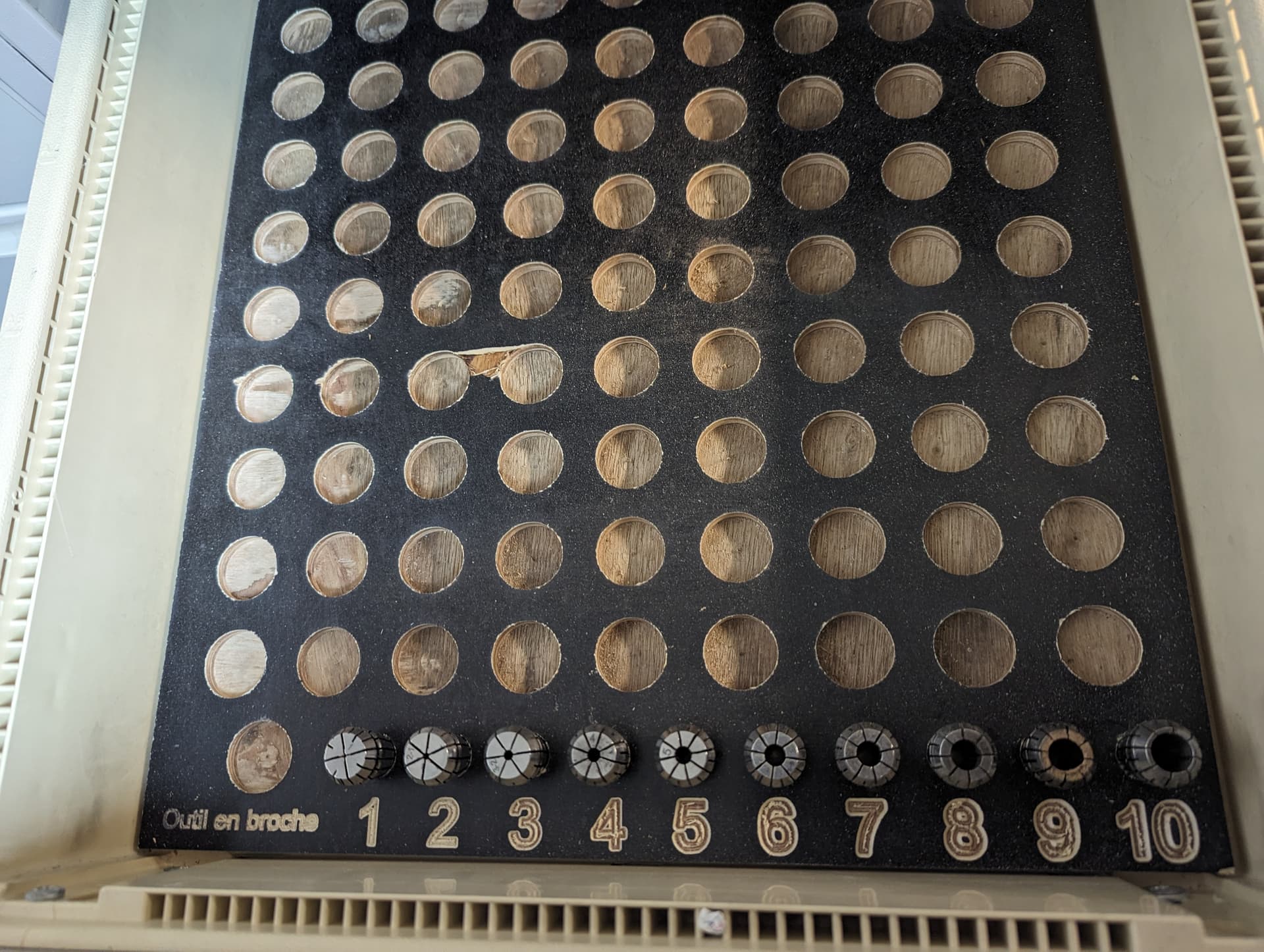
je souhaite refaire le plateau range outil pour la grande CN. Je pense faire un plateau comme ca:

en bas l’emplacement pour les 10 colets
en bas à gauche l’emplacement pour la douille de l’outil en broche ce qui permet de connaitre le numero de l’outil en broche en cas d’oubli.
Le reste = 117 emplacements pour des douilles imprimées recevant les outils. Le numero de chaque outil est sur la douille et non sur le plateau ce qui permet de reorganiser le plateau a l’infini.
exemple de douille
douille_T107_dia_6.stl (141,5 Ko)
j’aurais besoin d’un morceau de OSB ou compressé plaqué noir de 470 X 325.
Gael, tu n’aurais pas ca dans tes chuttes de tes fly caisses?
mes panneaux ne fond que 9mm d’abaisseur mais je dois aller acheter du plus gros (15mm) pour faire une rampe de chargement pour mon camion par contre il y aura sur une face un revêtement anti-dérapant
ça passe dans le trirroir ?
Oui c est la dimension du tiroir.
J ai trouvé du médium noir dans le stock. Ça fera l affaire.
2 nouvelles, 1 bonne 1 mauvaise:
La mauvaise d’abord. J’ai pris le pied a coulisse et j’ai pas l’impression qu’il était cassé. Cependant quand j’ai voulu l’utiliser je me suis aperçu que la fenêtre était cassée.

Si c’est moi, je ne sais pas comment c’est arrivé.
La bonne
J’ai usiné le plateau pour les outils de la CN, il ne reste « plus qu’à faire les douilles »
Petit bug dans Cambam.
Hier en gravant le plateau je suis tombé sur un bug de gravure de texte dans Cambam. Je l’avais bien identifié dans le Wiki Cambam mais la solution que je décrivais n’était pas la bonne.
J’ai corrigé le Wiki.
Gravure d’un texte
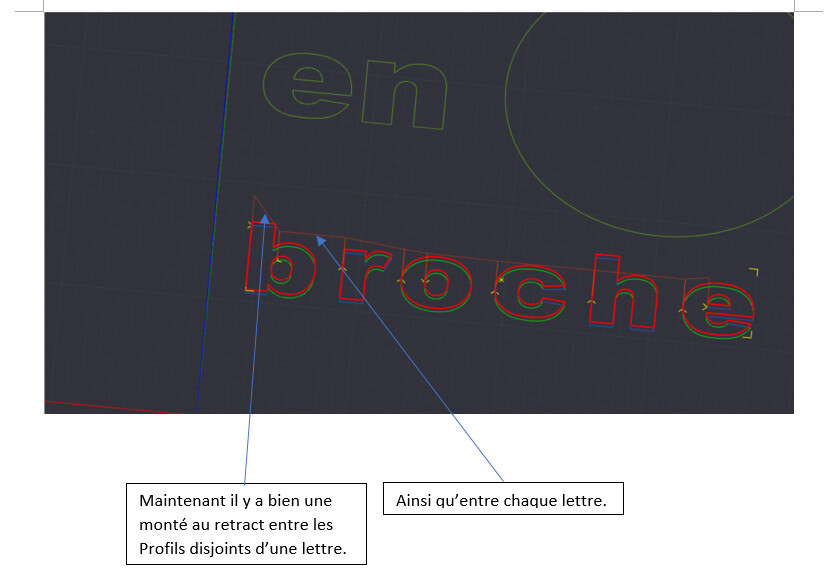
Curieusement, par défaut Cambam ne génèrera pas toujours une monté au plan de retract entre chaque lettre d’un texte ni entre les différents profils disjoints d’une même lettre lorsque vous utilisez un outil conique. La conséquence est que si vous gravez un texte directement avec la fonction « graver » avec un outil conique, les trajets entre les différentes lettres et les différents profils d’une lettre seront gravés, ce que nous ne voulons pas.

Pour résoudre ce problème il suffit de dire a Cambam qu’on utilise un outil cylindrique de petit diamètre même si ce n’est pas le cas.
Tu pourrais fournir le stl car vue le nombre il faut s y mettre a tous pour imprimer la quantité.
Ce n’ est pas grave.
Par contre je rappelle a tous le monde qu’il est important de prévenir le plus rapidement possible de toute casse pour que l on puisse réparer ou remplacer.
@francois toi le pro de la mesure un conseil pour l achat d un nouveau (voir un 2 ème pour le labo) ?
Un Mitutoyo ? ![]()
Oui c’est bien ce que je compte faire. Je souhaite d’abord faire un test de numéro d’outil en creux (comme chez moi) ou en sailli). Avec ma machine 3D, le creux était plus lisible que la sailli. Peut être avec la Prusa ce sera différent.
Dimanche j’ai déjà vérifié l’intersection entre l’ensemble du catalogue logique et l’ensemble du catalogue physique. Il y a pas mal de différences. Il y a aussi quelques outils qui sont en multiple exemplaires dans le physique. Avec cette méthode on les use tous en même temps et aléatoirement. De plus avec cette méthode les outils usés restent dans le physique, on prend simplement celui d’a coté. Ca m’est arrivé dimanche, la fraise dia 8 1 dent est complètement usée (elle ne coupe plus très bien) mais elle reste a dispo dans le plateau a coté de la bonne. Je propose qu’il y en ait un seul de chaque sur le plateau et les autres en réserve pour remplacer les outils cassés/usés. Lorsque un outil est usé, on le vire ou on le met dans la caisse des outils usés (ca peut dépanner), on le remplace par un outil spare ou on en commande un autre si il n’y a pas de spare, mais on ne le laisse pas à dispo sur le plateau.
Voici les 2 stl de test, 1 en sailli un en creux. Si quelqu’un passe par le printer…
douille_T107_dia_6_en_sailli.stl (155,8 Ko)
douille_T107_dia_6.stl (141,5 Ko)