Lidl : parkside !
14,99€ !!!
Pied à coulisse numérique au 100eme
Marche/arrêt automatique !

Pour moi, à ce prix-là…. On peut en acheter 2 et on ne risque rien.
Concernant le principe du «1 outil » par type et le reste en réserve : parfait !
Lidl : parkside !
14,99€ !!!
Pied à coulisse numérique au 100eme
Marche/arrêt automatique !
Pas possible de décoller la fenêtre est coller un plastique transparent découpé ?
Dit le mec qui n’a pas le temps ![]()
Petit ajout dans le Wiki CAMBAM
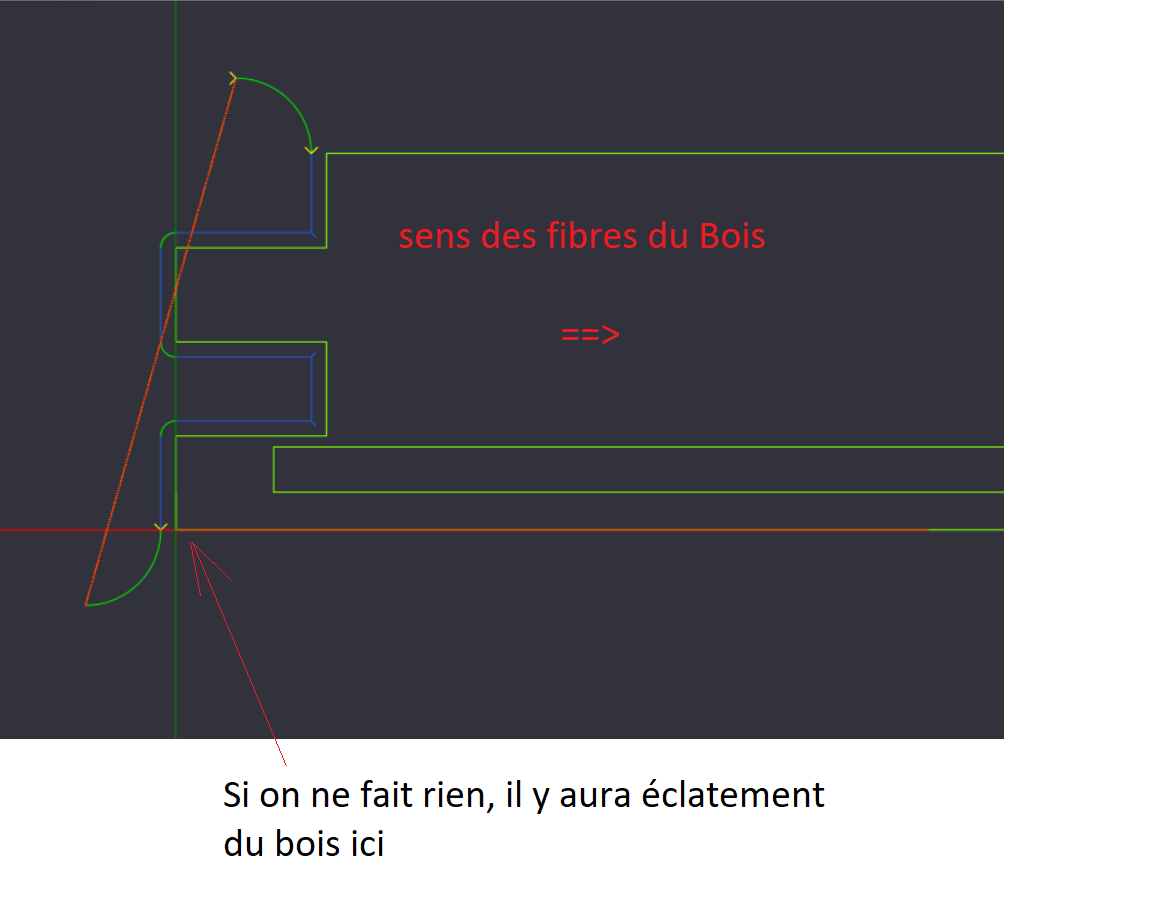
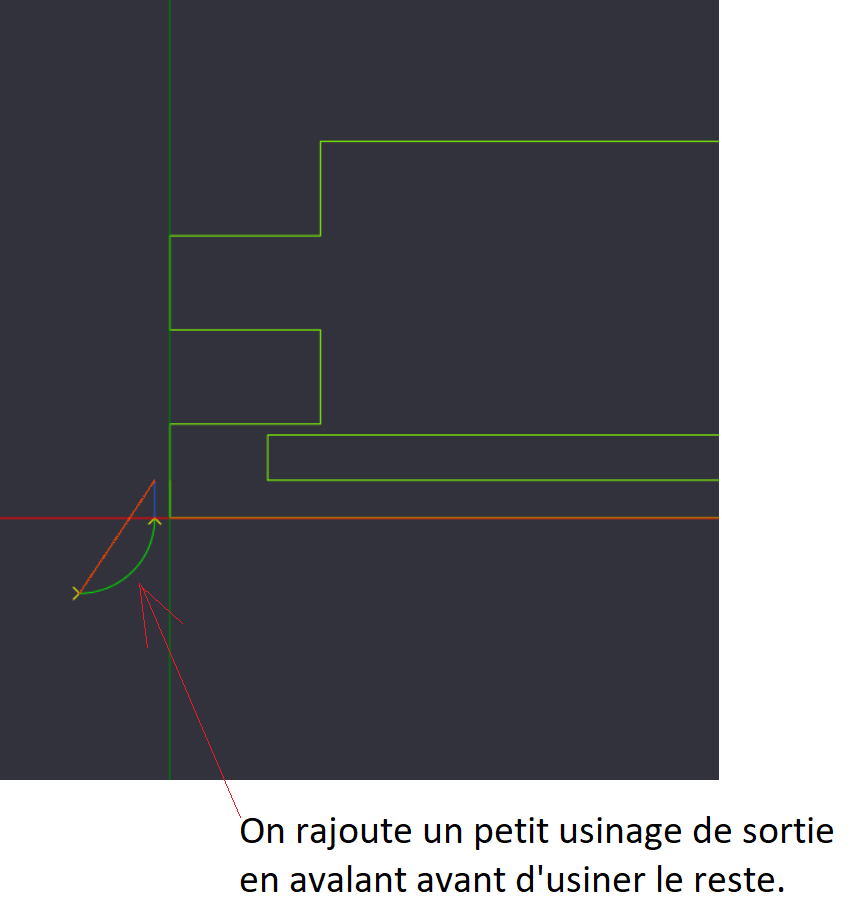
Sur la toupie, il faut mettre un bois martyre lorsque l’on sort du bois dans le sens perpendiculaire des fibres pour éviter l’éclatement du bois à la sortie. Il faudra faire avec Cambam un truc équivalent mais il n’est pas simple de mettre un bois martyre de sortie. Il sera beaucoup plus simple de faire un petit bout d’usinage du coté de la sortie en rentrant certes en avalant mais au moins il n’y aura pas d’éclatement.
Si on rajoute un petit usinage avant l’usinage complet permettant la sortie de la fraise du bois sans usinage on évite ce problème.
Petite nouveauté: Utilisation du palpeur a partir du programme pièce
le Wiki a été mis à jour
!!! Attention, cela ne fonctionne que en G54 !!!
Le post processeur de Cambam a été modifié afin d’intégrer le palpage en Z dans le changement d’outil sur tous les Pc de l’ACoLab. Cette fonctionnalité est optionnelle et s’active à partir de l’interface LinuxCNC. Si vous préparez les fichiers sur votre propre Pc et que vous souhaitez utiliser cette fonctionnalité, il faudra récupérer le post processeur CAMBAM pour LinuxCNC. Voir le WIKI Cambam chapitre « Style et post processeur »
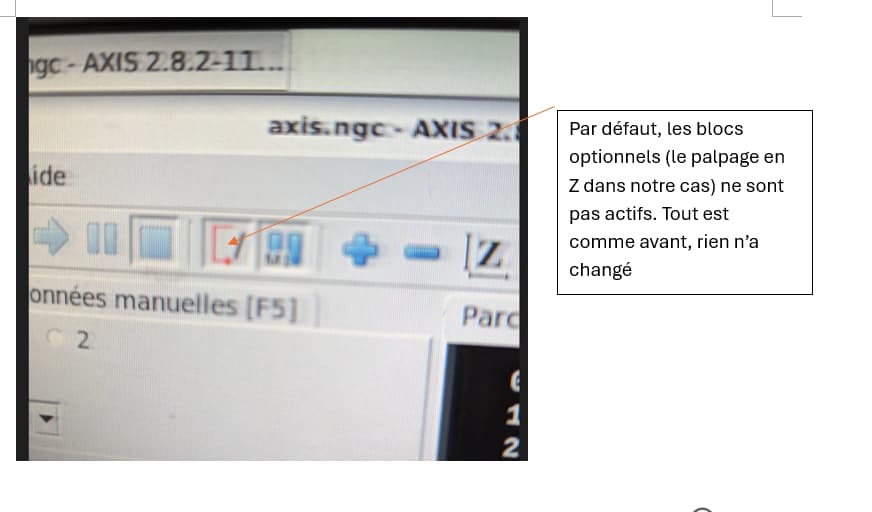
Par défaut la fonctionnalité n’est pas activée donc par défaut le palpage n’est pas intégré dans le changement d’outil
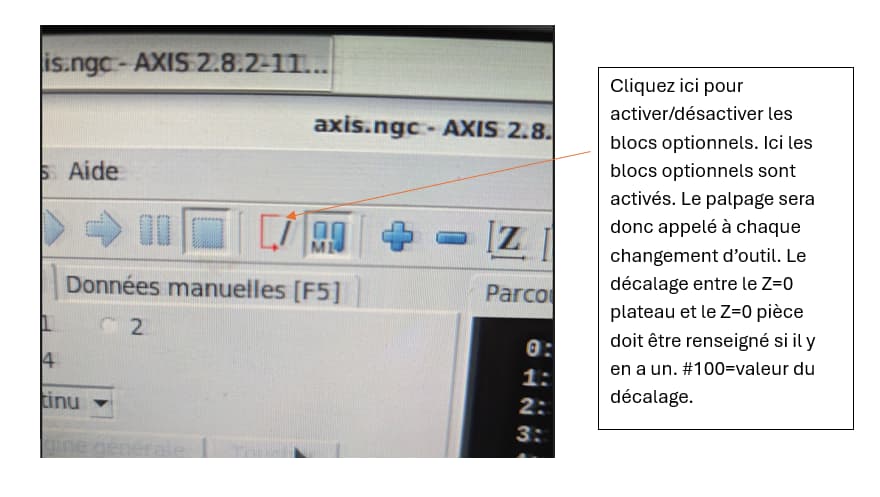
Lorsque les blocs optionnels sont activés, lors du changement d’outil, la machine amènera la broche au point de changement d’outil, vous demandera de changer votre outil, puis ira palper l’outil en Z et enfin exécutera le programme pièce.
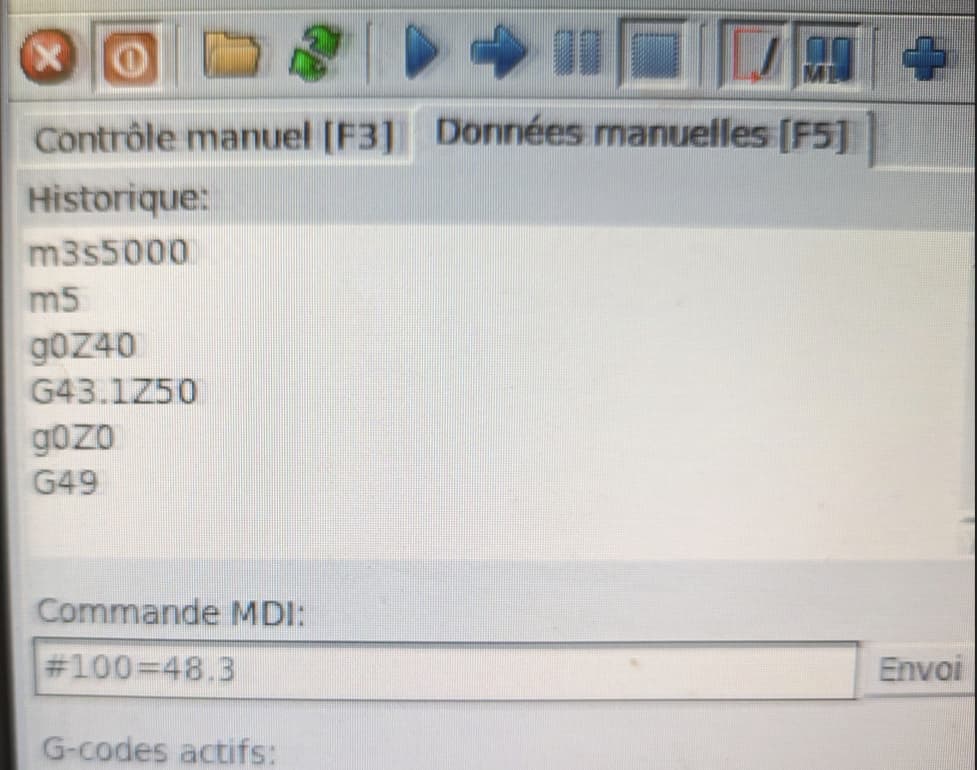
Comme vous l’avez vu plus haut, il est possible de programmer la pièce avec un Z=0 au plateau, mais généralement ce n’est pas le cas car le Z=0 peut être au dessus de la pièce, la pièce peut être sur des calles pour faciliter les détourages… Il y a donc souvent un décalage entre le Z=0 du plateau de la machine et le Z=0 du programme pièce. Vous devez mesurer cette valeur avec un pied à coulisse et la donner à LinuxCNC par la commande :
#100=valeur mesurée.
Cette commande est rentrée dans LinuxCNC comme n’importe quelle ordre gcode à partir de l’interface.
Avantages :
Inconvénient :
Bizarres tes représentations de boutons validés ou non ?
Si la fonction est activée, le bouton paraît enfoncé ou non ?
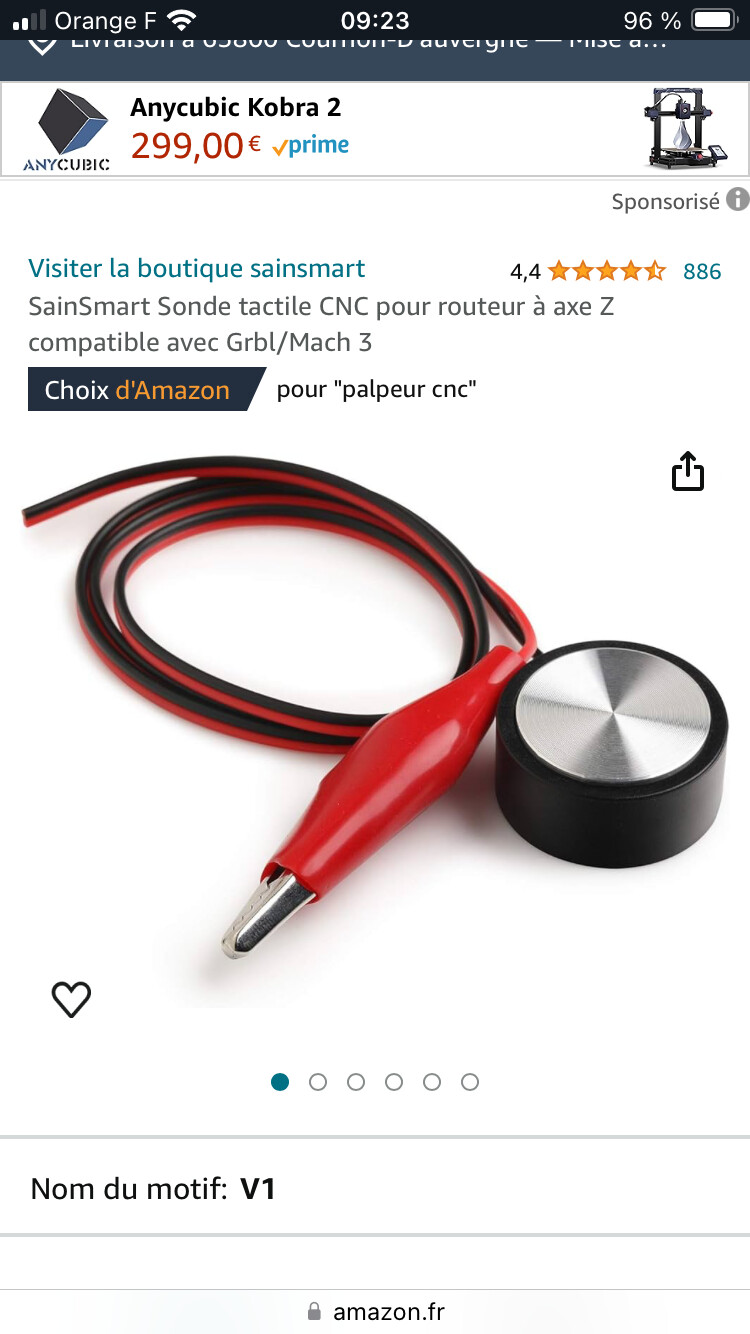
Il est normalement fermé. Donc quand tu palpes tu ouvres le circuit.
Ca ca ne va pas. C’est juste un contact électrique entre l’outil et le palpeur. Il faut brancher la prise croco sur l’outil. Pas top.
Mais j’ai trouve ca .
Ce n’est pas les miennes mais celles de LinuxCNC. Moi aussi j’ai un problème avec cette représentation. Je suis obligé de vérifier a chaque fois.
Si tu fais un
/G0X100
et que ca n’exécute rien alors l’optionnel n’est pas validé., Si ca bouge c’est que l’optionnel est validé.
Ce sont des « NC » ![]()
![]()
![]()
Test fait moi yen a très content
Samedi prochain (ou un autre jour ) si quelqu’un pouvait lancer sur la prussa le fichier qui se trouve sur le Pc 3dprinter.acolab.fr dans le repertoire /home/adherent/Documents/pierre/stl_douilles/T220_185-182-179-173-170.gcode ce serait sympa. L’impression prendra environ 2 heures.
Bonsoir à tous,
J’ai utilisé la CN cette fin d’après-midi. Alors que j’étais sur le point de finir, coupure d’électricité vers 20h00. J’ai trouvé le locataire devant le Linky. Il semblerait qu’un pic de consommation soit à l’origine de cette coupure. Après avoir rétabli le courant, il fallait récupérer la fraise de 3 (outil 56). Hélas, à la remise en marche de la CN je n’ai pas pu la sauver. Je l’ai donc remplacée par une fraise que j’ai reçue et mise à disposition au mois de décembre. 3,1 mm L10. Par ailleurs et pour info, j’ai inséré un hub usb alimenté entre le pc et le pendant. Il n’y a pas eu de perte de connexion.
@pinatl ce n’ est pas la même fraise ![]() ?
?
Je pense qu’il vas falloir que l on regarde l équilibrage des phases du bâtiment (4kw par phase il faut un équilibrage au petit oignons).
Hello, c’est exact, disons que c’est en attendant de recevoir la fraise que je viens de commander une fraise chez Ali. SP1F-3.1-L22 ( 3,175 mm x 50mm). je n’ai pas trouvé de 3mm x 49mm.
Nous adapterons le catalogue outil. Il faut de toute manière que je le fasse des que j’aurai fini d’imprimer les douilles car c’était un joyeux bordel (sauf votre respect) dans l’ancien présentoir des outils. Il faut vraiment que les utilisateurs remettent en bonne place les outils utilisés , ca devrait être plus facile avec la case « outil en broche » du nouveau présentoir. De plus il faut que je sois prévenu lors de changement d’outils pour mettre le catalogue à jour.
Rappel : Je fais ce que je peux, et le catalogue est maintenu le plus proche de la réalité que possible dans le WIKI « routeur CN ». J’en assure la distribution sur tous les Pc de l’Acolab ainsi que les posts processeurs d’ailleurs, mais chez vous, vous devez le faire vous même. La date de derniere mise à jour se trouve dans le wiki pour chaque catalogue ( Linuxcnc, cambam, camotics ) et pour chaque post processeur ( Linuxcnc et Grbl). Je ne maintiens plus les catalogues outils pour fusion ni freecad.
Tu ne veux pas venir chez moi ?![]()
Si la bière est bien fraîche… Why not?
@richard. Il y a des outils en rab (ceux en double triple…) dans la boîte de l ancien plateau outil. J ai mis une etiquette sur chacun d eux. J e ne sais pas si il y a un T56 en rab.