Ok, je passe cet aprem et vérifie si il y aurait un double.
En effet, parmi les fraises étiquetées, il y a 4 n°56. J’en remets une sur son nouveau support (design by Pierre) et la SP1F-D3.1 -L10 dans sa boite.
@gaeldu63 : Je viens de penser à un truc pour l’usinage de ta mousse. Pendant les essais que nous avons faits mercredi, il y avait arrachement de la matière vers le haut. Tu pourrais peut être essayer l’outil T114 qui pousse le copeau vers le bas et non vers le haut. Peut être que ca éviterait l’arrachement du haut. T114 Fraise cylindrique Dia 6 - Long 59 - 1 dent copeau vers le bas
Je ferai ça samedi.
@pinatl Est ce que notre cnc pourrait découper de l aluminium de 2mm ?
Je voudrais faire des lumières dans du tube rectangle creux
A essayer par petite passes. Il faut trouver l’outil adéquate. J’avais acheté pour moi une fraise Dia 6 réputée (d’après le vendeur) être bonne pour l’alu pour faire un test, je ne l’ai jamais utilisé.
![]()
À ce moment là, il faut prendre de la fraise traditionnelle 3/4 dents
@pinatl, oh grand prêtre de la CNC, entends ma demande. ![]()
Je suis passé cet après midi à l’ACoLab et @Richard m’a sollicité sur une problématique avec la CN.
Après investigation, ma conclusion est que le programme ne se déroulait pas dans le bon repère. Le repère courant n’était pas celui du G54.
Ce qui m’a surpris c’est que le repère de travail ne soit pas spécifier explicitement dans le GCode sorti de CamBam. (pas de G54 dans le fichier). Du coup je me demande même comment ça a marché un jour ![]()
L’absence du G54 dans le fichier de sorti de CamBam est-il un fonctionnement normal pour toi ?
Après examen de son fichier je me suis aperçu qu il a mal défini les zéro dans cambam.
Il les avait mie en haut a gauche.
Déplus avec @francois on a fais un essai d usinage d aluminium avec une fraise ?? (@francois sera donner le modèle).
On fais une passe de 1mm avec une ![]() de 5mm de diamètre au pendant, c est rentré comme dans du beurre en plein mois d août place de jaude
de 5mm de diamètre au pendant, c est rentré comme dans du beurre en plein mois d août place de jaude
Pour moi oui. Le programmeur n a pas a se soucier du repère machine. Il place son 0 pièce correctement et c est suffisant. C est l opérateur sur la machine qui place ses origines où il veut sur sa machine . Il peut y avoir plusieurs pièces sur la table et 1 seul programme. C est l opérateur qui définira qu il travaille en g54 pour la première pièce en g55 pour la deuxième etc… mais il lancera le même programme qui doit surtout pas définir le repère.
Il y a cependant un pB sur la machine de l acolab que je viens de résoudre sur ma machine et que je vais porter sur la grande cn de l acolab. Aujourd’hui lorsque tu utilises les boutons que j ai rajoutes dans linuxcnc X=0. ou y ou z pour faire correspondre ton origine machine avec ton origine piece ça ne marche qu en g54. Je viens de trouver l astuce pour que ça marche dans le repère choisi par l opérateur. Ce n était pas vraiment un pB car il n y a pas grand monde qui joue avec ces notions mais ce sera plus propre.
Merci pour vos éclairages. Le véritable problème est que mon fichier cambam était mal paramétré. L’alignement du dessin n’était pas bon par rapport aux repères x et y, alors, forcément, ça marche moins bien…
![]() … c’est le moins qu’on puisse dire …
… c’est le moins qu’on puisse dire …![]()
Je comprends le point de vue.
Dans ce cas là, il faudrait préciser sur la feuille qui est au dessus du PC de la CN qu’il faut choisir son repère avant de lancer le programme.
@pinatl est ce que si on change de repère de g54 a g53 au redémarrage suivant on est en g54 ?
Pour le moment je pense qu’il n’y a pas grand monde qui se souci du repère dans lequel travaille la machine. Par défaut
- la machine est en G54
- le palpage règle le Z dans le repère G54 (et pas grand monde utilise le palpage)
- les boutons X=0, Y=0, Z=0 règlent le 0 machine dans le repère G54.
- les commandes expliquées sur la feuille G10L20P1XxxxYyyyZzzz règlent le 0 pièce dans le repère G54.
Donc en conclusion aujourd’hui, si on ne s’occupe de rien ca marche.
Je vais proposer des modifications (voir le post qui suit la réponse a Gaël ) qui feront entre autre que le palpage , le X=0, le Y=0, le Z=0 se feront dans le repère choisi par l’opérateur. Donc quel que soit le repère choisit, le 0 pièce se fera dans le repère en cours et personne n’aura a faire attention au repère. Donc c’est possible d’oublier complètement le repère machine pour ceux qui le veulent. Ils n’est pas forcément nécessaire d’embrouiller ceux qui ne le souhaitent pas. Le seul truc qui nécessite et nécessitera de savoir dans quel repère on travaille est la commande G10L20P1X… car le P1 est pour le G54, le P2 pour le G55 etc…
oui
G53 est un repère un peu particulier, c’est le repère absolu de la machine. Contrairement aux commande G54, g55, G56 …, qui sont modales, le G53 lui n’est pas modal. Il n’est valable que sur la ligne gcode sur laquelle il se trouve, des la ligne exécutée, la machine revient dans le repère qui était défini avant la ligne ou se trouve le G53.
cela veut dire qu’une ligne de gcode « G53 » toute seule n’aurait aucun effet puisqu’il n’y a rien d’autre sur la ligne et donc a la ligne qui suit, la machine revient dans le repère initial.
la commande G53G0Z-5 amènera en rapide la machine à 5mm dessous le fin de course en Z et se remettra dans le repère initial (G54 par défaut sauf si l’utilisateur a choisi un autre repère avant).
la commande G53G00X5 amènera la machine à 5mm devant le fin de course en X et se remettra dans le repère initial.
Donc le bouton « retour aux origines » de l’interface graphique exécute 3 commandes gcode:
-M05 pour arrêter la broche si elle tourne
-G53G0Z-5 pour monter au Z de sécurité
-G53G0X5Y5 pour ranger le portique et la broche à 5mm des fins de course pour être sympa pour l’utilisateur suivant.
Comme indiqué ci dessus, je vous propose plusieurs modifications dans l’interface graphique de linuxcnc. Si quelqu’un est contre, qu’il ou elle le fasse savoir sinon je ferai les modifs mercredi si j’ai le temps.
Voici les modifications proposées.
a ) Le palpage pour ceux qui utilise règlera le Z dans le repère que vous avez choisi (G54 si vous n’avez rien choisi) . Ainsi si vous faite par exemple un G55 suivi d’un palpage, ca règlera le Z dans le repère G55. Pour ceux qui ne se soucient pas du repère ==> pas de changement.
b ) les boutons X=0, Y=0, Z=0 et XY=0 sont regroupés sur une seule ligne. Ils font coïncider le 0 machine du repère en cours (G54 par défaut) avec le 0 pièce. Si vous n’utilisez pas les différents repères ==> pas de changement.
c) j’ai ajouté un bouton « Origine pièce » qui retourne au X=0, Y=0 Z=Z de sécurité dans le repère choisi. Il faut bien entendu avoir défini l’origine pièce avant de l’utiliser. Ainsi au passage pour comprendre les différents repères vous pouvez voir la différence par exemple entre :
clique sur G54
retour a l’origine pièce
clique sur G55
retour a l’origine pièce
Ce bouton peut être pratique car vous devez toujours lancer votre usinage avec la broche au milieu de votre pièce pour éviter d’emporter le bridage dans la course située entre le point ou se trouve la broche au démarrage du programme et le début du programme. Rappel lorsque vous lancez le programme, la broche descend au Z du plan de dégagement que vous avez défini dans Cambam puis rejoint le dessus du premier point dans le gcode et plonge pour usiner. Si votre plan de dégagement se trouve en dessous du bridage, ce mouvement peut générer une collision. Si vous partez au milieu de la pièce au dessus, vous évitez ce problème.
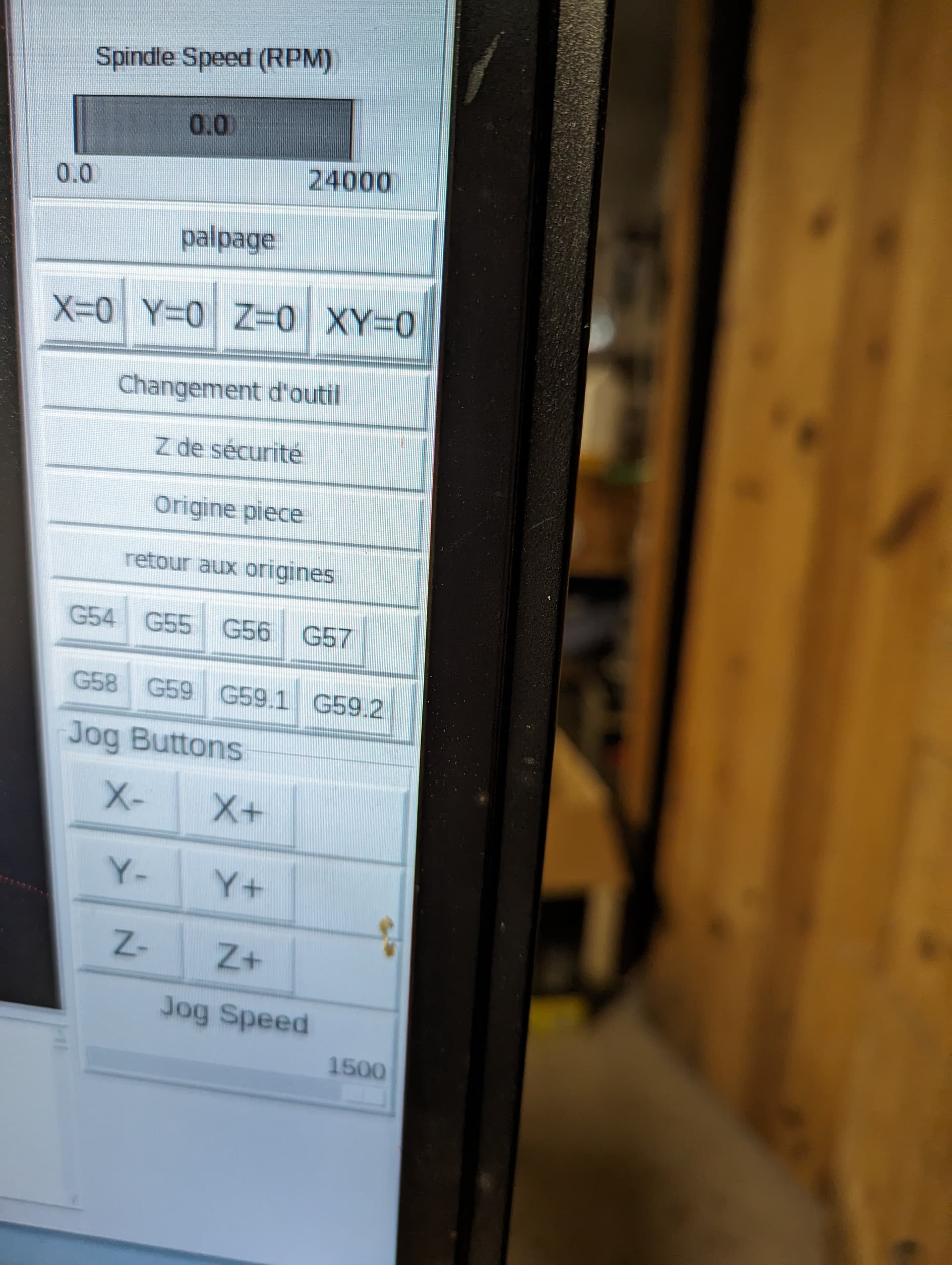
d ) J’ai rajouté les boutons G54 jusqu’à G59.2 pour ceux qui veulent s’essayer au changement de repère.
e) j’ai rajouté une fonction « jog » qui peut remplacer le pendant lorsque celui ci est planté ce qui lui arrive de + en + souvent.
En faite j ai confondu je reformule ma question :
Est ce que si quelqu’un passe en g55 puis relance le logiciel (soi par un redémarrage du pc soi par relancer simplement le logiciel) linux cnc passe en g54 ou reste g55 ?
Pour les modifications ça me vas
Peux tu, quand tu auras le temps, remplacer le fichier gcode « linucCNC » au démarrage par un qui remonte la broche toute en haut ou simple par rien.
Car samedi on a encore le lancer ce gcode (heureusement que l on fesait un simulation avec le Z plus haut que la pièce).
On a eu des plantage du pendant, je vais amener un hub USB alimenté
Le repère G54 , G55 etc jusqu’à ==> g59.3 reste en mémoire même après un reboot du pc.
On le voit sur l écran qui donne le X y et z dans le repère choisi ainsi que le le décalage G5x en X y et z qui est le décalage entre le repère choisi et le repère absolu.
Ok je pense avoir trouvé. Il faut que j’essaye