Compte rendu du fonctionnement aujourd’hui :
Toute la journée pas un seul problème de pendant.
Par contre des blocages de linux cnc en début de programme aléatoire (il refuse de passer à la ligne suivante). @pinatl pense que ça se produit lorsqu’il y a un gcode que linucCNC n’ arrive pas a interpréter mais le programmes peu très bien marcher 3 ou 4 fois et faut relancer linuxcnc.
Ça se produit lorsque le programme à des cycles de perçage (je le mettrai en ligne demain)
Sur juste de l usinage pas de problème sur mes 6 et 12 pièces apres un reboot du pc
En fait sur ce pc il y a un connecteur dvi pour un ecran dvi (celui du pc CAO est dvi) il a un connecteur VGA (qui ne fonctionne pas d après @pinatl ) un connecteur dms–59 (qui permet de diffuser 2 signaux VGA ou deux signaux dvi) mais il faut un adaptateur
Est ce que quelqu’un sait où tarine cette adaptateur ?
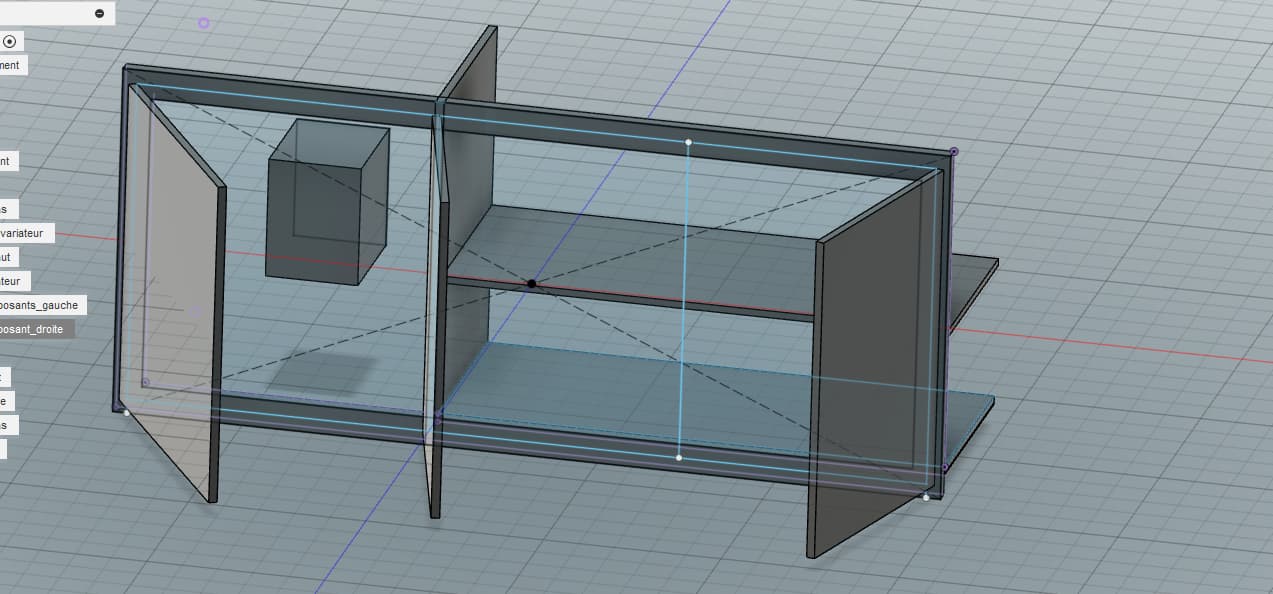
l’armoire en bois serait en lieu et place de l’actuelle mais prendrait tout l’espace disponible (L 1165, H 500, prof 320).
On cherche à séparer autant que possible les courants de puissance et les courants de commande.
Tous les câbles moteur et les câbles de fin de courses arrivent par la droite de la machine, donc l’espace de gauche serait réservé au variateur, l’espace de droite pour les cartes, alimentations et drivers. Ces composants seraient disposés sur 2 étagères ce qui laisserait la place pour câbler proprement.
Le tout serait fermé par 1 porte coté variateur, 2 portes coté composants. Si besoin on pourra tapisser le coté variateur de papier alu.
étagère, séparation en OSB ou contre plaqué de ~15mm, porte en contre plaqué de 5mm.
@pinatl : @francois et moi validons ton idée.
Nous pouvons utiliser les contreplaqués noir et les panneaux dans l entrée.
Il faudrait acheter des charnières, de la goulotte
@francois on a émis l’hypothèse qu il manquerait la résistance de fin de ligne 120ohms (bouchon) sur le bus rs485 du variateur .
On pourrait commencer mardi prochain histoire de ne pas gêné et être géné par le fonctionnement habituel de l atelier?
Modification effectuée :
Déplacement de l arrêté d urgence, du bouton de mise en service et du voyant « sous tension »
Cablage du filtre secteur sur le variateur
Installation d une nouvelle porte.
Reste a faire :
Panneau séparation variateur/basse tension
tiroirs pour les cartes
Tous recabler
Résultat d’usinage avec la grande CNC hier avec Adrien. (2:30 d’usinage)
Nous n’avons perdu le perdu le pendant qu’une fois alors que la broche ne tournait pas encore. Cependant le rabot et l’aspirateurs à copeaux tournaient. Je ne sais pas trop ce que ça veut dire mais dans ce cas on peut exclure l’influence de la broche. Le variateur lui était sous tension mais ne travaillait pas.
Nous avons perdu 3 fois la com avec la broche. La première fois elle n’a pas démarré en début de programme j’ai sauté sur l’arrêt d’urgence. Dans les 2 autres cas, la com a été perdue au début du programme avant la première descente vers la pièce alors que la broche venait de démarrer. Le programme s’est arrété à la fin du mouvement en cours. Dans les 3 cas rabot et aspirateur tournaient et Il a fallu relancer LinuxCNC.
La piece d’Adrien est tout de même sortie juste à 20:00.
Remarque importante : Avec la modification des commutateurs et arrêt d’urgence de l’armoire faite avant-hier, le voyant « sous tension » s’allume des que c’est sous tension même si l’arrêt d’urgence est enfoncé, ce qui n’était pas le cas avant. Le comportement actuel parait plus (+) normal car des qu’on est sous tension, le voyant s’allume, par contre il y a un effet pervers, c’est que si l’arrêt d’urgence est enfoncé, la machine ne démarre pas (bouton orange dans le GUI inactif) alors que le voyant est allumé. Donc si le bouton orange est inactif, n’oubliez pas de vérifier les 2 arrêts d’urgence. Corolaire. Pour arrêter électriquement la machine , coupez le jus avec le rotateur mais pas avec l’arrêt d’urgence de l’armoire sinon le prochain peut se gratter la tête un petit moment.
J ai tester en début d’ aprem de mettre une résistance de fin de ligne (130ohms) le voyant de com était constamment rouge mais je pouvais allumer et arrêter la broche manuellement.
J’en ai pas tester avec un programme.
Il faudrait mesurer les résistances a l ohmmètre voir si les résistances ne sont pas intégrées dans les appareils.
Peut être que de changé le convertisseur rs485 ça aiderait
Correction : effectivement la nuit m avait fait oublier le test de bouchon ( même pas de champagne) sur le bus rs485. On peut oublier dans mon CR la premiere perte de broche dont la cause était parfaitement identifiée : le fil du bus n avait pas été rebranché. Il ne reste donc plus que 2 pertes de broche qui sont arrivées juste au démarrage de celle ci alors qu elle fonctionnait.
J’ai trouvé un gcode super siouxe pour vérifier la planéité du plateau. Du coup, hier aprem, j’ai fait un support pour mettre mon palpeur dans la broche.
Voici le gcode super siouxe pour mesurer la planéïté du plateau par rapport aux glissieres de la machine (si on suppose que la distance glissiere / broche reste constante durant les deplacement, ce qui doit être le cas a un chouia prêt)
Remarque: Pour faire la mesure, il faut que le fil du palpeur soit assez long pour aller du X,Y mini au X,Y maxi de la machine. C’est le cas sur ma machine mais ce n’est pas le cas sur la machine de l’acolab tel que le fil est posé. A méditer lors du recablage.