Aux utilisateurs de la grande CN: Apres à peine 6 ans d’utilisation de l’interface Linuxcnc, je viens de découvrir un truc simple qui évite la commande gcode barbare de la prise d’origine avec prise en compte du rayon d’outil G10L20P(x)X(xxx)Y(yyy)Z(zzz)
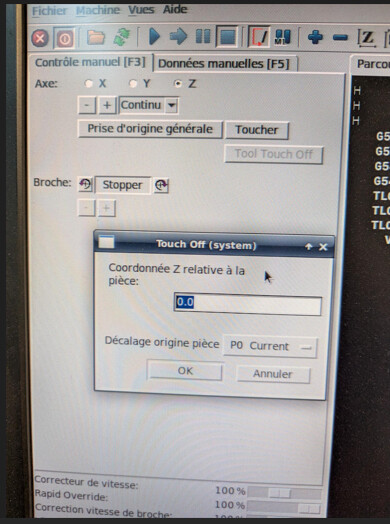
Ca se trouve sur la premiere page de l’interface Linuxcnc:
Il suffit de cliquer sur « toucher » en ayant sélectionné le bon axe X, Y ou Z (ici Z sur la photo) et de donner la valeur du décallage -4 par exemple pour un outil diametre 8. Par defaut, le decallage s’appliquera dans le repere actif (c’est à dire G54 la plupart du temps) mais si vous voulez, vous pouvez choisir un autre repère (G54, G55 …)
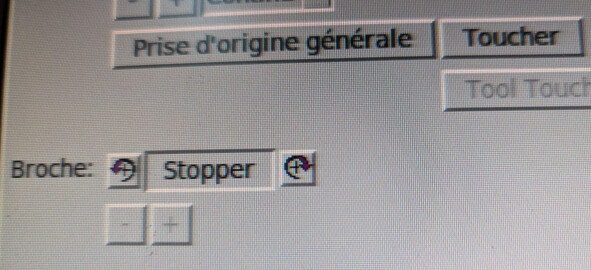
Oops, et d’ailleurs, sur la meme page, il y avait déjà de quoi démarrer la broche et l’arreter: Comme quoi on ne regarde pas toujours ce que l’on a sous les yeux
Vendredi matin m’irait bien.
Tu pourrais y être vers quelle heure ?
En sachant que ce serait sans doute pour « revoir » les 4 ou 5 phases d’usinages ainsi que la notion du brut et de ses origines.
Il y aussi le principe de retournement de la pièce et son recalage.
La définition des outils et de leur « zéro » !
Je pense avoir oublié tout ça…
Après avoir revu tout ça, penses-tu qu’un usinage soit possible dans la foulée ?
Le vendredi après-midi je ne peux pas.
Sinon cela peut attendre la semaine suivante.
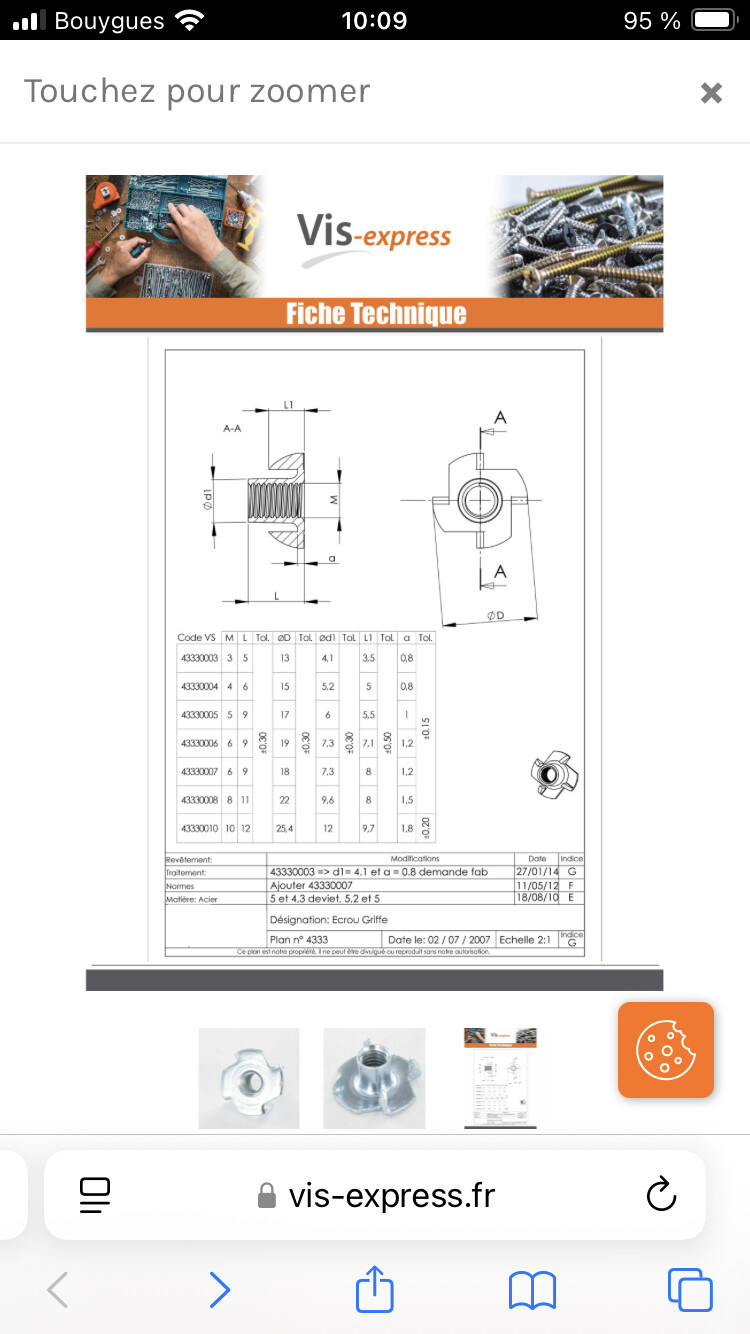
D’ailleurs à ce propos, faudrait qu’ « on !!! » commande les écrous-griffes et les forets qui vont bien avec !
« On » en a reparlé mais « on » n’a rien décidé en fait.
J’avais trouvé ça :
Ça fait percer à 9,5 !
Un sacré gruyère après
Limite élasticité de 0,2% en qualité 6.6 (tige filetée classique) : 480N/mm2
Soit : vis M6 =
Pi/4[6-(0,9382/6)]*2= 26,88mm2
26,88 x 480 =12 902,4 N = 1290 daN
Soit 1,290 tonne
Pour plaquer une planche de bois sur une table ça devrait suffire, non ?
Vendredi 9:00 c’est bon pour moi. Je note sur mon agenda et je réserve la machine.
Je pourrais aussi mercredi aprem mais je ne sais pas où nous en sommes avec l’acceuil des jeunes dont gael a parlé il y a 1 mois environ.
Je ne connais pas de rooter CNC fonctionnant en traction arrachement (rapport au calcul savant de francois) le but de plaquer et d’avoir une fonction appui plan de friction
Question d’usure de filet en pas de M6/M8 (1mm/1.25mm) le fait est que bien souvent les meme points d’accroche sont utilisés et donc plus usés
Pierre a une table à rails a lardons le must, c’est ce qui est utilisé sur les fraiseuses conventionnel et numerique
Persiste et signe
Une autre méthode de calcul intégrant la notion de frottement et de % sécurité : calcul_liaison_vissée_28-Apr-2025 à 07_02_45UTC.pdf (4,2 Ko)
Serrée au couple de 6,4Nm on a quand même près de 600kg de pression sur la bride. !
On vas devoir acheter une clé dynamométrique.
Ça pourrait être intéressant au niveaux intellectuelle pour expliquer le fonctionnement mais assez chère.
Sinon la solution ce serait un limiteur de couple
Pour moi, ce n’etait pas un probleme de force mais un probleme pratique. Les oreilles d un ecrou M8 sont plus grands que du M6 , aussi + pratique a visser dans l’ecrou au fond du trou du plateau … Mais je suis d’accord en terme de force, du M6 c’est largement suffisant puisque c’est ce qu on utilise depuis des annees.
j’aimerais reserver la grande CN tout le samedi. Il faut que je reprenne les feuillures d’une porte pour y mettre du double vitrage, et comme c’est une porte extérieure, je ne souhaite pas rester trop longtemps sans porte. Est-ce que ca pose un problème à quelqu’un?