Et qu’es ce qui se passes aujourd hui et demain ? J’ai bien compris qu’il faut que ce soit libre samedi, une porte c’est tout le plateau
Demain matin on travaille sur une pièce de François .Elle occupe une petite place 200X 100 et a priori on demontera entre chaque phase.
ok
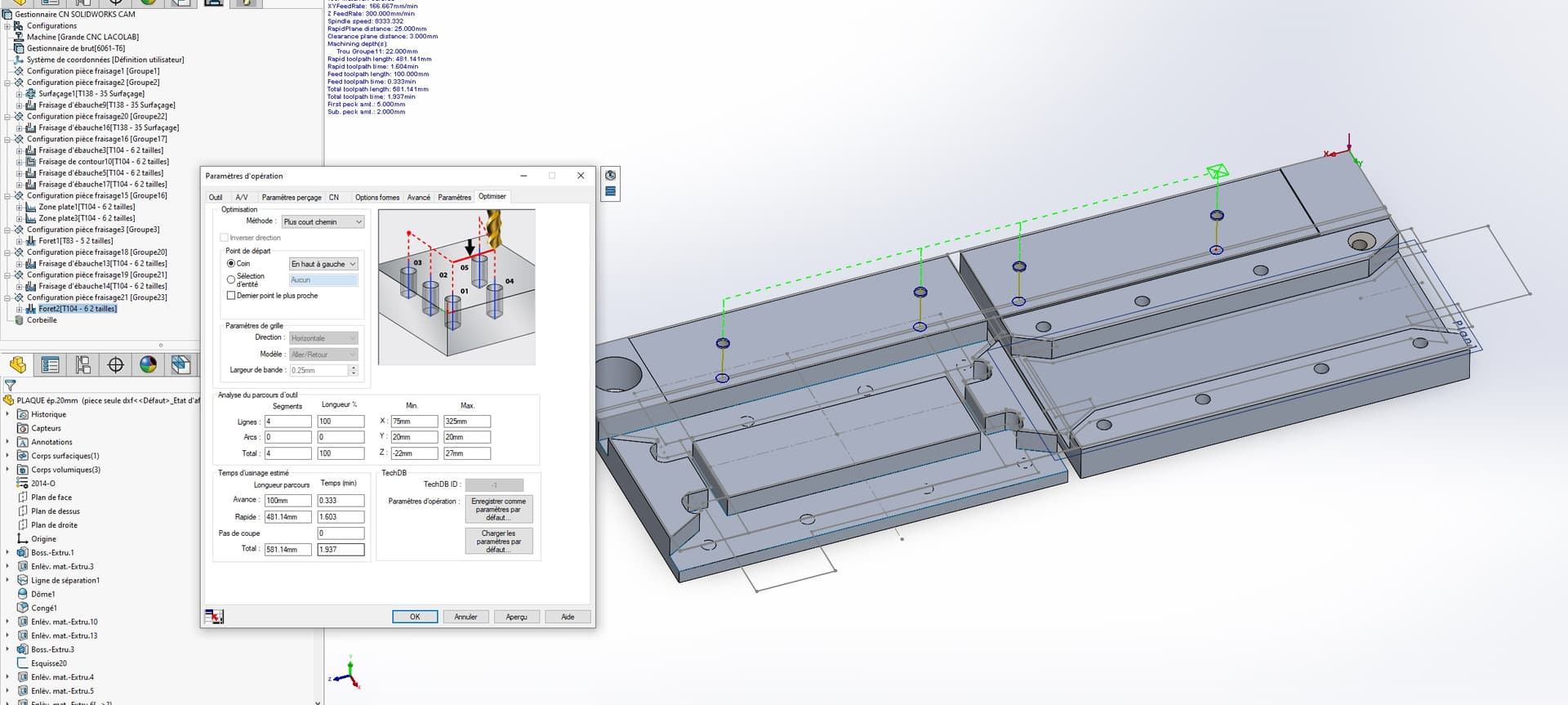
pour ma part j’ai prévu une premiere séquence de percage de 2min30,
pour permettre de monter le lingot sur les inserts de la table n’importes ou
l’idée etant de ne plus avoir a se servir de la planche de parallelisme et de poursuivre l’usinage de presque n’importes où (tataoujechnok)

Une porte de HOBBITS ?
ça pose un maître ça hein ! mais le travail ne faisait que commencer , je n’imagine meme pas remettre tous les carreaux ![]()
Tu as réussi à faire des super-angles !!!
@pinatl avec @francois on a recalculer le nombre d écrou a griffes 216 peux tu confirmer nos calculs.
On est partis sur une zone de travail 1800x1000
Avec pas de 50mm sur une zone de 600 x 600
J’en trouve un peu plus mais si on achete un pack de 500 c’est bon ![]()
1800X1000 avec un pas de 100 = 19x11 = 209
plus 600 X 600 sur un pas de 50 (juste celles qui manquent en plus du pas de 100) 7 X 7 = 49
Le tout = 258
Désolé pour le temps de reponse, mais je bosse sur ma porte car si la semaine derniere il faisait bon, ce n’est pas pareil cette semaine. Ca va pas tarder a cailler à la maison. Mais j’en suis à la lasure. Ca avance.
En fait ça doit même être 19x11 = 209 + 6 X 6 = 36 = 245 car sur le pas de 100 on est sur les piquets alors que sur le pas de 50 on est dans les intervalles. ca me rappelle ma jeunesse sur les bancs de l’école. C’était hier…
Ce mercredi, j’ai rajouté du « debounce » sur le commutateur de fin de course en Z de la machine. Ça semble avoir réglé le problème du cycle de prise des origines qui se bloquait aléatoirement sur le Z. Faites-le-moi savoir si ça arrive à nouveau.
What is it ?
C est pour gommer l état transitoire. On dit que du moment où un commutateur change d état, on annule tout autre changement d état pendant x micro secondes. Ça gomme les vibrations. Ça doit vouloir dire que cet interrupteur vieillit car il ne le faisait pas jusqu’à il y a quelques mois.
Par exemple : https://docs.arduino.cc/libraries/debounce/
Donc en français ça s appelle anti-rebond
Effectivement l’interrupteur doit commencer à fatiguer il doit rester coller
J’ai aussi changé le point de changement outil ( ordre G28 retourne au point de changement outil). En effet, ce point etait au dessus du palpeur et un petit incident a failli arriver recemment. Si on venait au point de changement outil, puis qu’on lancait le programme a partir de ce point, le programme commencait a descendre au plan de retract defini dans le programme piece. Si ce plan de retract etait au dessous du niveau du palpeur, on emborgnait le palpeur. J’ai placé ce point de changement outil à 35mm en X+ du palpeur. ainsi si on lance le programme piece a partir du point de changement outil, au moins on emborgne pas le palpeur.
On rappelle tout de meme que le programme piece doit etre lancé d’un point ou on peut descendre (ou monter) au plan de retract sans risque pour le bridage, le palpeur ou quoi que ce soit (en principe au milieu de la piece à usiner).
1 « J'aime »
Si le changement de plateau de la CN est toujours prevu le weekend de l’AG, serait il possible de faire un point avec tous ceux qui se sentent concernés par cette action. Il faudrait faire le point de ce que l’on a, eventuellement ce qu’il manque, faire le collage des plateaux ensembles si telle est la solution et preparer les fichiers d’usinage si on doit usiner. Bref faire le point de ce qu’il y a à faire en amont de l’operation. Est ce que samedi 7/06 à 14:30 ca irait a tout le monde?
Ok pour le 7/06
Incert et forêts commander dimanche et les colis sont en route