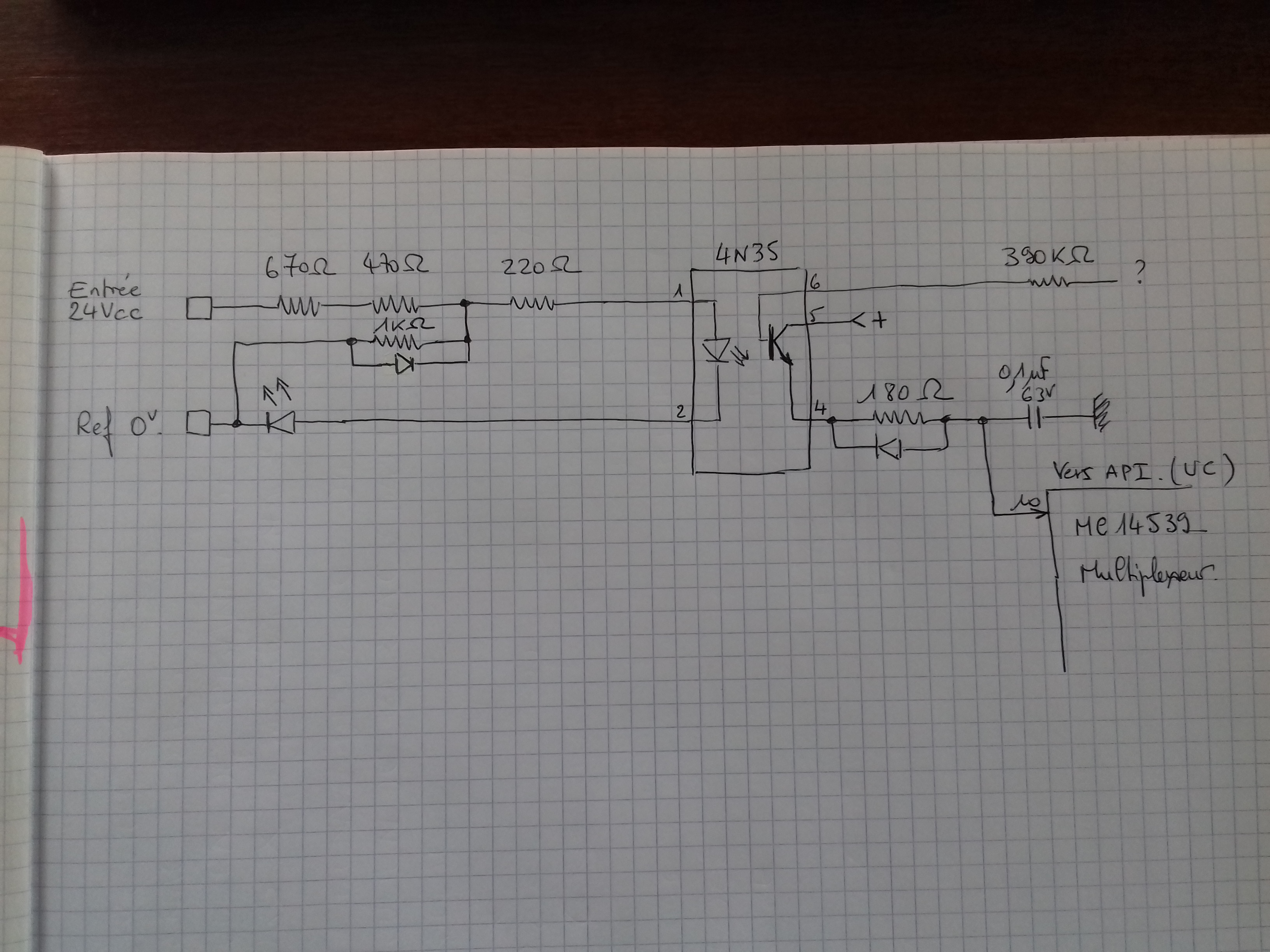
L’optocoupleur 4N35 doit jouer pas mal son rôle de filtre car il est donné pour un temps de montée de 3µs sous 10mA.
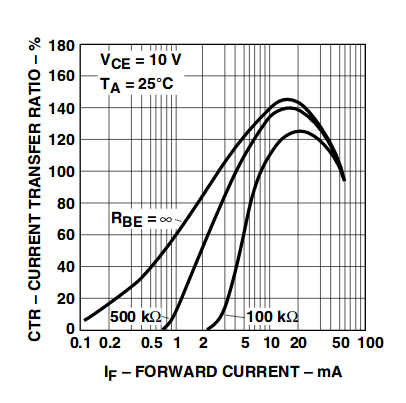
la courbe est assez droite et permet sans doute d’éliminer tout ce qui ne génère pas un courant suffisant pour être retransmis comme signal significatif pour l’UC.
À savoir qu’un API (Automate Programmable industriel) de cette génération devait capter des signaux de 1KHz à tout casser !
Merci a tous les 2. Thomas et moi sommes fatigues de chercher ce probleme aleatoire. Nous allons refaire une tentative avec LinuxCNC. Ce probleme n’existait pas sous LINUXcnc.
En tout cas, chapeau !
Et samedi dernier, j’ai voulu faire une photo du chantier CNC et ensuite j’ai zappé … Dommage, ça valait le coup d’œil
Y a du taff
Bon on a bien avancé hier avec @pinatl. Après avoir suivi les tuto ci dessus sur la manière de réduire le Jitter, réglé les paramètres de générations des pas, on a une machine qui marche. Mouvement fluide sans à coup.
Le palpeur et l’arret d’urgence fonctionne. Il sera possible de faire la prise d’origine de chacun des moteurs donc de régler la perpendicularité à chaque démarrage
Il faut encore:
définir les positions pour la prise d’origine machine
ajouter le capteur manquant
commander une nouvelle carte port parallèle (pour rajouter des entrées)
Mais dès que les positions seront défini, on pourra faire des essais à blanc pour s’assurer que tout fonctionne correctement. Et que nous n’avons plus de problème de parasite electro-magnétique.
Grâce à l’utilisation de LinuxCNC il est possible d’implémenter un filtre logiciel sur l’entrée de l’arret d’urgence. Il est donc possible de filtrer le bruit lié au parasite électromagnétique qui nous posaient tant de problème avec GRBL.
On a fait un premier test avec succès.
Reste à faire :
Commander la carte port parallèlle, breakout board, cable 5m (@thomas)
Régler les axes (distance parcouru par tour de moteur)
Faire des essais pour s’assurer que ça marche bien
hier j ai Monte le fin de course sur le deuxieme X. Il est cable jusqu’a l’armoire. j ai regle le X et le Y a la precision d un metre a ruban. probablement 1 mm sur toute la course. il reste a regler le z. je serais absent la semaine prochaine.
@francois. si tu avais une methode pour mesurer plus precisement la course des axes, je suis preneur. il faudra Aussi bientot regler la perpendicularite du 2eme fin de course sur le X par rapport au premier. la aussi on aura besoin de tes lumieres pour la methode.
pour la course des axes, on peut compter sur la norme pour la précision du mètre à ruban.
TOLÉRANCES DE FABRICATION DES MÈTRES Á RUBAN EN ACIER Longueur totale (m)
Class I (mm)
Class II (mm)
2
± 0.3
± 0.7
3
± 0.4
± 0.9
5
± 0.6
± 1.3
On peut donc tabler sur une erreur de +/_ 0,7mm sur du double-mètre “Casto”
En supposant une erreur de lecture/écriture de notre part de 0,2/0,3 mm lors de la mesure, on aura donc (au maxi) 1mm d’erreur, soit une précision du 1/2000e : ce qui n’est déjà pas si mal …
Pour l’équerrage des axes, la dernière fois avec Mike on avait utilisé la bonne vieille méthode des diagonales. À l’erreur de lecture près +/_ 0,5 mm sur la diagonale de 1500mm, on ne doit pas être si mal que ça. On doit être proche de l’erreur du 10e de degré de défaut d’équerrage …
Mais bon, tout ça c’est de l’approximation. Si on veut être juste, il faut de la mesure et là … !!!
Il y a aussi le laser en croix qui est pas mal. Mais la mise en œuvre est quelque peu délicate. On peut essayer, j’en ai un que l’on m’a prêté.
À suivre…