pffffffff ! … facile 
Je te rassures, ce n’est pas moi qui les ai inventées ![]()
moi c’est simple,j ai fait la ola au chef gourou Thomas.’
Bonjour,
j ai une réalisation à faire avec la CNC (pas un truc compliqué) .
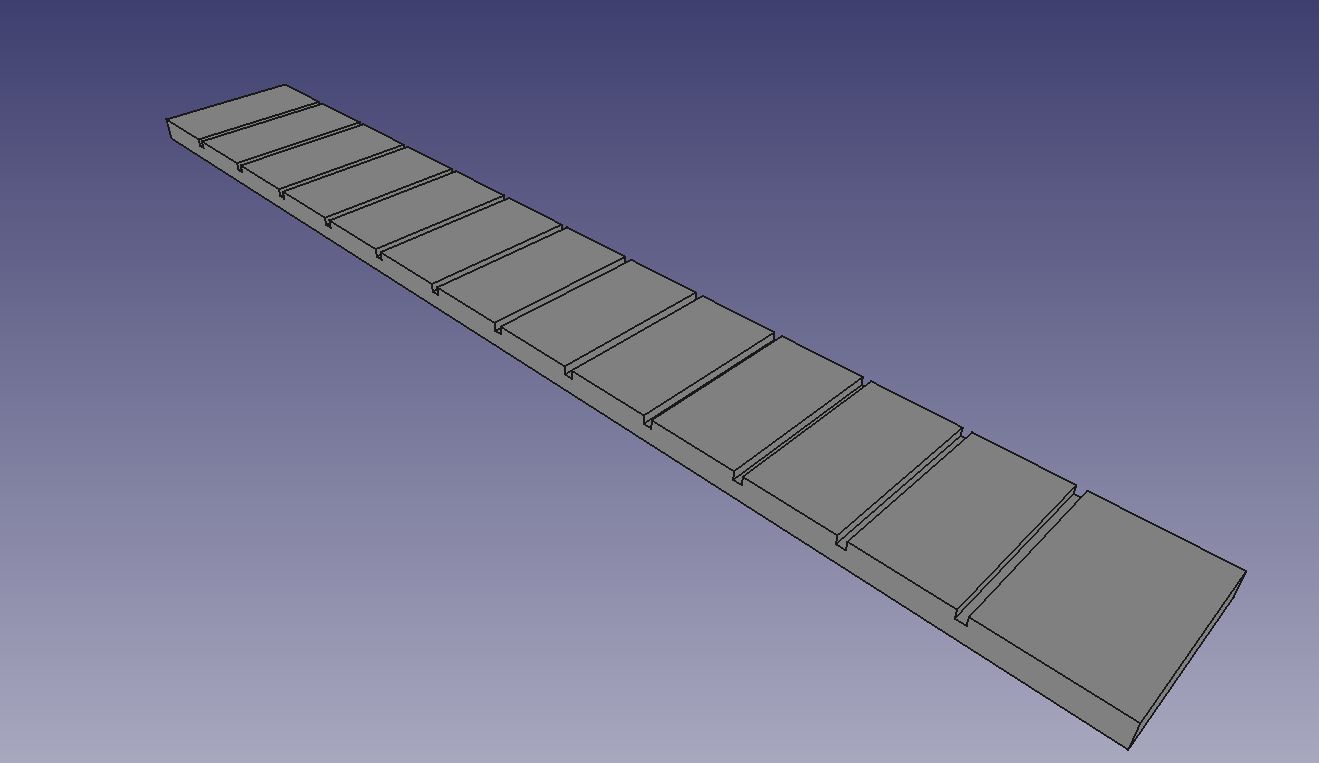
Il s’agit d une planche d’aglo de 1450x195x30 mm avec des rainure de 10mmx10mm .
La CNC peut elle le faire? Si oui est ce que quelqu’un pourrais me montrer comment on fait (je suis en vacance donc n’importe quelle jour).
J’ai déjà dessine le modèle avec freecad.
montant.FCStd (95,9 Ko)
merci d"avance.
Gael.
Oui elle peut le faire. Je peux etre a l acolab mardi (demain) a 14:30. il me faudrait le dxf (par mail avant) comme Je bricole Mon pc portable il est preferable de faire le gcode avant sur Mon pc fixe au cas ou. (pinatl@hotmail.fr). il faut que tu previousprevois 4 vis et 4 trous sur ta plaque pour la fixer sur le plateau. il y a une fraise de 10 a la acolab. confirme si tu es ok pour 14:30.
ok pour 14h30.
Par contre je vais avoir l’aire bête on fait comment un DXF avec freecad ?
j’ai mis le fichier freecad sur le forum
merci d avance
Tu vas dans FreeCad
tu développes ton application “montant”
tu sélectionnes l’objet sur le menu déroulant à gauche en cliquant sur “cut011”
l’objet passe en “vert”
tu vas dans fichier
tu vas dans exporter
tu redonnes un nom de fichier sans suffixe
tu vas dans la liste des “types de fichiers”
tu choisis “.dxf”
et voilà …
Il se peut que tu n’ais pas les “addon” permettant de réaliser cette opération. On va te proposer de les télécharger automatiquement si tu réponds “oui” à cette proposition !
Même pas dur 
c’est bon j’ai suivi les instructions de Francois et j’ai le dxf. Je vais preparer le gcode.
Pierre
voici le fichier (nc) = gcode
cb = fichier cambam (generation du gcode)
camotics = simulation de l’usinage (avec camotics).
François, je pense être allé doucement car je n’ai aucune idee des vitesses. ton avis ?
Prise de passe 2.5 mm
Vitesse de broche 5000tr/minutes
Avance 500 mm/minute
piece_gael.zip (3,6 Ko)
J ai réussi a faire le dxf aussi (c est facile).
Je croit savoir que le gcode est le fichier que l on envoie a la cnc (déplacement x z et vitesse de déplacement et rotation de fraise).
Comment réalise t on ce fichier depuis dxf?
Car il dépend entièrement de la machine sur laquelle on travail.
Merci
c’est fait dans le post juste dessus
je l’ai fait avec cambam (car c’est celui que je connais).
pense a faire les trous de fixation de ta piece sur le plateau
Je préparerais ça demain.
Nous visserons ça dans le martir en bois ?
On devrais donc mettre 7 min environs par planche (il y en a 2 à faire).
Le plus long vas être la mise en place
on vissera dans du bois oui. il y a 4 passes par rainure car j’ai pris 2.5mm par passe. nous ne connaissons pas la rigidite de la machine donc j’y vais cool. donc plus le deplacement rapide ce sera + long
aproximativement
1 ! gcode=E:\Donnees\DOCUMENT\acolab\piece_gael\piece_gael.nc
1 ! ( made using cambam - http://www.cambam.co.uk )
2 ! ( toto 9/16/2019 7:19:04 pm )
3 ! ( t125 : 10.0 )
6 ! ( t125 : 10.0 )
8 ! ( contour2 )
35 ! ( contour3 )
62 ! ( contour4 )
89 ! ( contour5 )
116 ! ( contour6 )
143 ! ( contour7 )
170 ! ( contour8 )
197 ! ( contour9 )
224 ! ( contour10 )
251 ! ( contour1 )
278 ! ( contour11 )
305 ! ( contour12 )
334 ! Synthese bloc nom du fichier gcode = piece_gael.nc
334 ! Synthese bloc Premier numero de sequence du bloc = 10 Dernier numero de sequence du bloc = 0
334 ! Synthese bloc X mini du trajet outil = 105
334 ! Synthese bloc Y mini du trajet outil = -10
334 ! Synthese bloc Z mini du trajet outil = 20
334 ! Synthese bloc X maxi du trajet outil = 1315
334 ! Synthese bloc Y maxi du trajet outil = 205
334 ! Synthese bloc Z maxi du trajet outil = 35
334 ! Synthese bloc Dimenssion du volume en X = 1210
334 ! Synthese bloc Dimenssion du volume en Y = 215
334 ! Synthese bloc Dimenssion du volume en Z = 15
334 ! Synthese bloc Vitesse de broche = 5000tr/mn
334 ! Synthese bloc Distance cumule en vitesse travail = 13080 Vitesse d’usinage : 500mm/mn
334 ! Synthese bloc Distance cumule en vitesse rapide = 14353,03774421 Vitesse rapide : 300mm/mn
334 ! Synthese bloc Temps cumule de l’usinage = 74 minutes 15 sec
334 !
334 !
ha oui quand même.
ça me parait vachement long pour en avoir couper pendant 2 jours avec une scie circulaire .

la vitesse de rotation : tout dépend du Ø de la fraise. c’est comme le fût du canon 
On part sur un Ø de fraise de 5mm
J’ai fait quelques recherches et j’ai trouvé ce document qui donne des valeurs “praticables”
ParametresDeCoupe_V1.1.pdf (723,3 Ko)
Allez jeter un œil ici : coupe agglo
si on applique les paramètres des différents tableaux avec un outil Ø 5mm, on trouve :
Vc = 450m/mn (en MDF)
ép. copeau = 0,2mm (si on utilise une fraise 2 dents, en 1 tour, on enlève 0,4mm)
on applique la formule n = 1000Vc/pi Ø
n = 450.000/15 = 30.000 tr/mn
pour l’avance : Vf = n x fz x Z
Vf = 30.000 x 0,2 x 2 = 12.000 mm/mn soit 12 m/mn soit 200 mm/s … Ça décoiffe !!!
Le souci, c’est que lorsqu’on diminue l’avance, à ces vitesses, on brûle la matière.
Mieux vaut diminuer la vitesse de rotation et garder une épaisseur de copeau comme indiquée.
Le gros problème, c’est le couple résistant à l’usinage et donc la puissance absorbée et aussi le comportement du bâti de la machine.
Tout ça pour dire que la théorie permet d’approcher l’usinage “parfait” et là … on est très loin de la réalité…
Donc, on part de valeurs théoriques, et on adapte la vitesse de rotation et l’avance de coupe (épaisseur du copeau) en fonction de la machine …
Et voilà … Belle pirouette
La vache en théorie ça prendrais moins d une minute par planche.
Il faut voire si le bati peux absorber .
@ Francois
Pourrais tu nous aider. Aujourd’hui, nous avons pas mal galéré avec l’accouplement du moteur Z. Ça n’arrêtait pas de se desserrer et donc le Z se déréglait constamment. Il n’était pas possible de serrer plus les vix BTR M4. Nous les avons remplacées par des vis M4 a grosse tête. Ça a marché mais nous perdons au moins 20mm de course en Z.
sinon pour les conditions de coupe:
sur du compressé :
- fraise dia 8, 500mm/mn, 5000tr/minutes, 4 mm de prise de passe en pleine matière ==> on perd des pas.
- fraise dia 8, 500mm/mn, 7000tr/minutes, 4 mm de prise de passe ==> c’est limite mais c’est bon.
on va essayer à 9000tr minutes avec les mêmes paramètres.