Merci Manon. J’ai eu la chance d’avoir des etudiants très studieux.
En effet nous avons d’abord utilisé des fichiers issus de la version 0.9.8 et sur les 2 operations que nous avons essayées, dans le meilleur des cas, la machine se plantait à la deuxieme interpolation circulaire, dans le pire des cas, elle faisait n’importe quoi a la deuxieme interpolation circulaire.
Lorsque nous avons utilisé la version 1.0 de mon Pc, tout s’est bien passé et nous avons pu usiner la piece de bout en bout sans problème.
Explication possible. J’ai comparé le fichier de gravure généré par Manon avec la version 0.9.8 et la meme operation générée avec la version officiele 1.0 sur mon Pc et la seule difference que j’ai trouvée est le nombre de decimales dans les lettres adresses X, Y, I, J . dans le fichier de manon il y avait 2 décimales exemple pour l’interpolation du C de « Acolab » : G2X12.19Y11.92I-14.26J14.18 Alors que sur mon Pc il y avait 4 décimales pour le meme usinage G2 X12.1881 Y11.9227 I-14.2575 J14.1823.
La probabilité que le problème vienne de la est a mon avis assez forte car le rayon de l’interpolation circulaire est calculé a partir du point cible (X,Y) et la position relative du centre par rapport au point de depart (I,J). ce calcul fait intervenir les carrés des differences de ces valeurs et comme le probleme sur le « C » de Acolab etait à la jointure de 2 interpolations circulaire, il y a fort à parier que le problème venait de cette imprecision.
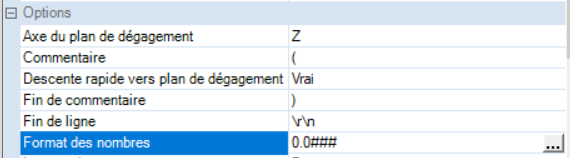
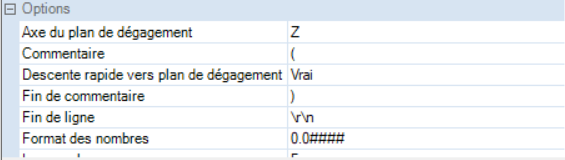
Le nombre de decimales est defini dans le post-processeur de CAMBAM Grbl dans notre cas. Cliquez sur le post processeur GRBL et regardez le format des nombres. Je suppose que sur la version de Manon, il est à « 0.0# » alors que sur mon Pc il est a « 0.0### »
Remarquons que sur le postprocesseur Linuxcn de cambam cette precision est à 5 decimales
Je souhaite vraiment vous aider a utiliser ces machines. N’hesitez pas a solliciter mon aide pour les premieres pieces que vous voudrez faire.
Chapeau bas reste plus qu a retenter avec la correction sur le pc de manon (je regarderai sur le mien si j ai le temps).
Pour en revenir sur l intelligence des machine.
Je ne comprend pas l intérêt autre que commercial qu elles aient des fonctionnalités d interpolation ou autre . Cette fonction peux etre gérée par le compilateur gcod avec juste des déplacements x,y,z ?
Ça permet de faire des gammes de machines plus ou moins performante avec le meme hardware?
Le principe meme du pilotage CN reside dans 2 interpolations, une lineaire (G00, G01) une circulaire (G02, G03). Que ce soit l’une ou l’autre le pilote de la machine doit calculer a chaque instant la vitesse sur chaque axe (X, Y et Z) afin que lorsque la machine part d’un point A, elle arrive au point B sur les 3 axes exactement en meme temps. Sur l’interpolation circulaire, la vitesse sur les 2 axes X et Y varie constament afin de respecter la consigne d’avance (F) . Dans notre cas hier de percage d’un diametre 3.2 avec une fraise de 3, nous avons meme une interpolation simultané sur les 3 axes. La vitesse sur l’axe Z est constante (interpolation lineaire) alors que la vitesse sur les axes X et Y est en constante evolution (interpolation circulaire).
Bonjour, @pinatl sur les fichiers dxf que j’ai, une partie des dessins sont à l’extérieur de ma planche est-il possible avec cambam de supprimer ce qui est hors cadre tous en gardans la partie qui est dans la planche ?
merci
je ne suis pas certain de comprendre le problème mais oui, tu dessines un rectangle aux dimensions de ta planche pour visualiser et tu détruit toutes les entités en dehors du rectangle.
j’ai pas vérifié mais je crois que dans l’arbre des opérations (perçage…), tu peux faire des groupes et créer ton gcode uniquement pour le groupe.
Donc tu peux faire les opérations qui rentrent dans ta planche dans un groupe et celles hors de la planche dans un autre groupe pour la prochaine fois
Aucune urgence.meme si c est en Janvier. pourrais tu STP relancer la gravure de acolab de la piece de formation avec le bon nbre de decimales pour confirmer/infirmer la solution? bien entendu si tu as besoin d aide n hesite pas .
Manon m’a fait parvenir les 2 fichiers générés en CAMBAM 0.9.8 qui avaient merdé lors de la formation. Je confirme qu’en mettant 4 décimales dans le post-processeur GRBL (au lieu de 2 par défaut), ça fonctionne parfaitement.
Pour ceux qui ne l’on pas encore fait rapportez vous au wiki Cambam chapitre 4 « quelques astuces utiles »
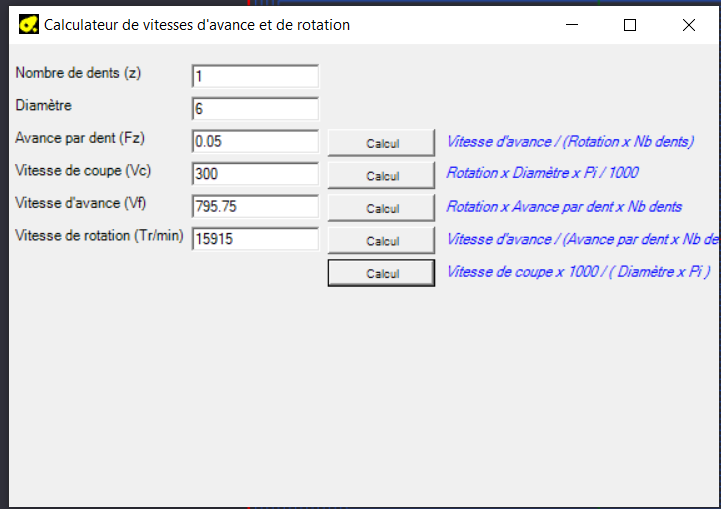
Jusqu’a aujourd’hui, j’utilisais un petit outi sur mon telephone « Cnctools » pour calculer les vitesses d’avance et rotation broche de la CNC. Je viens de m’apercevoir qu’il y a la meme chose en natif dans cambam.