Petite nouveauté: Utilisation du palpeur a partir du programme pièce
le Wiki a été mis à jour
Utilisation du palpeur à partir du programme pièce
!!! Attention, cela ne fonctionne que en G54 !!!
Le post processeur de Cambam a été modifié afin d’intégrer le palpage en Z dans le changement d’outil sur tous les Pc de l’ACoLab. Cette fonctionnalité est optionnelle et s’active à partir de l’interface LinuxCNC. Si vous préparez les fichiers sur votre propre Pc et que vous souhaitez utiliser cette fonctionnalité, il faudra récupérer le post processeur CAMBAM pour LinuxCNC. Voir le WIKI Cambam chapitre « Style et post processeur »
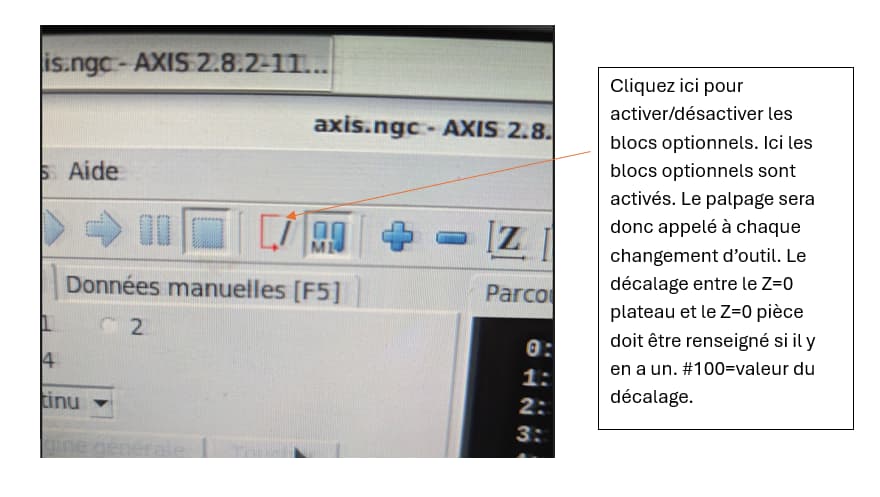
Activation/Désactivation de la fonctionnalité
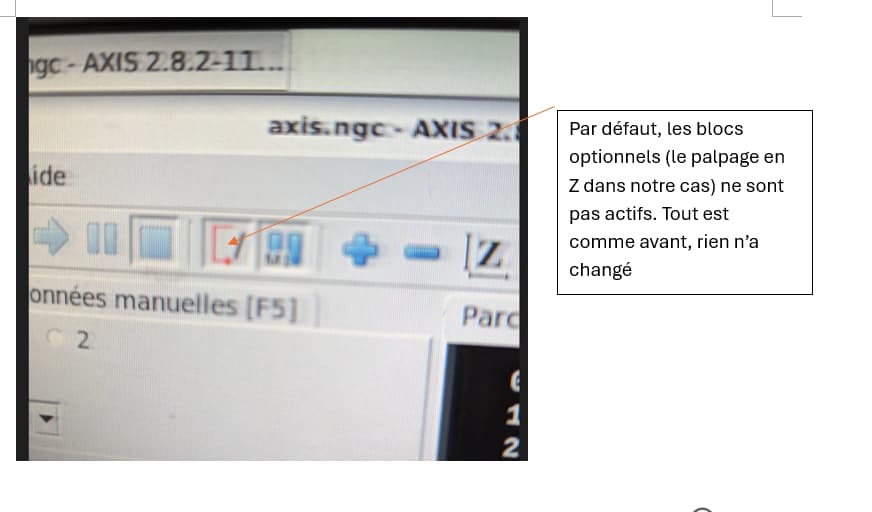
Par défaut la fonctionnalité n’est pas activée donc par défaut le palpage n’est pas intégré dans le changement d’outil
Exécution
Lorsque les blocs optionnels sont activés, lors du changement d’outil, la machine amènera la broche au point de changement d’outil, vous demandera de changer votre outil, puis ira palper l’outil en Z et enfin exécutera le programme pièce.
Si vous avez programmé votre Z=0 pièce au dessus de la pièce
Comme vous l’avez vu plus haut, il est possible de programmer la pièce avec un Z=0 au plateau, mais généralement ce n’est pas le cas car le Z=0 peut être au dessus de la pièce, la pièce peut être sur des calles pour faciliter les détourages… Il y a donc souvent un décalage entre le Z=0 du plateau de la machine et le Z=0 du programme pièce. Vous devez mesurer cette valeur avec un pied à coulisse et la donner à LinuxCNC par la commande :
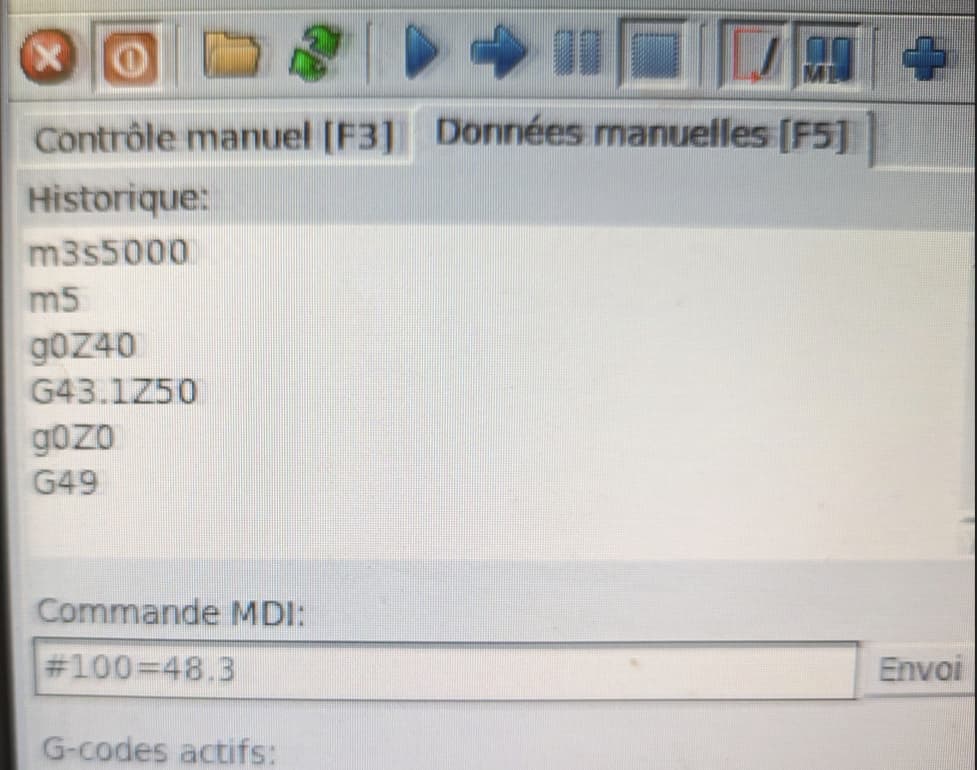
#100=valeur mesurée.
Cette commande est rentrée dans LinuxCNC comme n’importe quelle ordre gcode à partir de l’interface.
Avantages :
- Par défaut rien ne change. Si vous ne voulez pas utiliser, pas de problème, continuez comme avant avec le bout de papier.
- Si votre pièce nécessite plusieurs outils c’est sympa d’utiliser cette option. Si le palpeurs était fiable à 100% (ce qui reste à prouver) on pourrait même faire un seul fichier avec tous les outils, la machine s’arrêterait au point de changement d’outil à chaque fois qu’elle en a besoin et continuerait avec le nouvel outil.
Inconvénient :
- Pour le moment, ca ne fonctionne qu’en G54 mais pour le moment personne sauf peut être Richard n’utilise les autres repères ( G55, G56 …)
- Le palpeur n’est pas prouvé fiable à 100% pour le moment. Chez moi il arrivait que les contacts du palpeur se ferment mal et que la procédure se bloque en cours d’exécution. Dans ce cas il fallait mettre une baffe au palpeur et relancer le programme pièce. J’ai du rajouter un ressort + puissant pour garantir la fermeture systématique des contacts. Ne nous décourageons pas, si on utilise cette option, nous améliorerons la fiabilité du palpeur ou nous en achèterons un + fiable et ca marchera. Signalez moi quand ca dysfonctionne.