Hier avec Francois et Thierry nous avons un peu bossé sur la CN :
Le mandrin de la broche n’a pas loin de 1 mm de jeu en Z. Ceci doit générer du tremblotage en Z de la fraise lors de l’usinage. Francois pense que c’est une bague à resserrer. La broche a donc été démontée afin que Francois puisse faire cette action de maintenance. C’est cela qui rend la machine indisponible pour un temps limité.
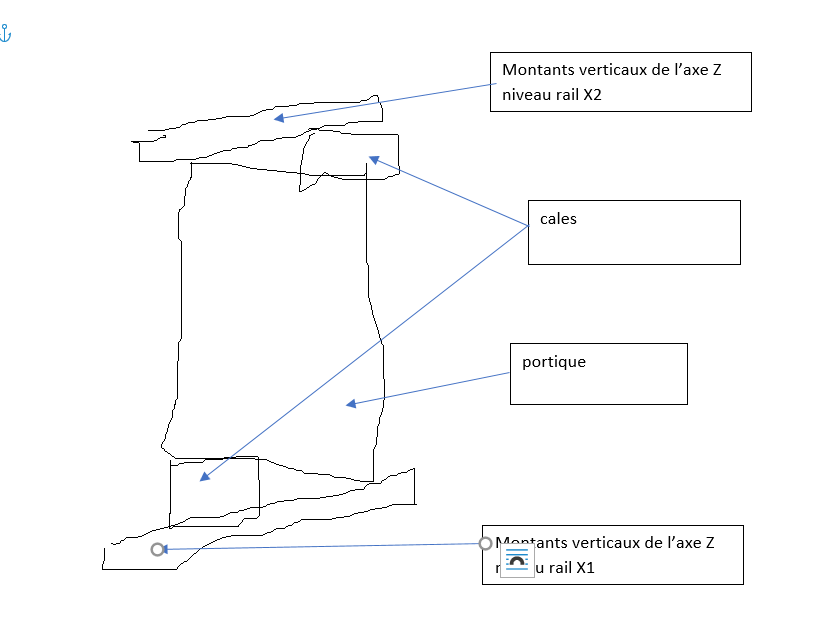
J’avais remarqué que la machine sautait 1 ou 2 dents sur l’axe X1 lors du premier déplacement en rapide après la prise d’origine. Cela impliquait un défaut de perpendicularité du portique. Après bien des essais, nous nous sommes rendu compte que le fait de mettre le portique perpendiculaire à l’axe X électroniquement (à l’aide des 2 fin de courses) forçait trop et donc un des 2 axes X perdait tout de suite une ou plusieurs dents sur la crémaillère. Nous avons essayé de caller d’un coté le portique pour le ramener (avec des lames de cutter) et ça semble résoudre le problème. Thierry va amener des calles pelables pour remplacer les lames de cutter.
En très schématique ça donne ça en vue de dessus (apres 2 ou 3 verres de petit blanc) :
Pour info, J’ai mis un linux mint tout beau tout neuf sur le Pc de la découpeuse vinyle. Il reste à installer/configurer les logiciels pour piloter la découpeuse.
@pinatl : les 4 trous sont percés sur ton support de broche
Broche de la grande CNC : réparation faite, réglage du jeu repris et modification de la bague de réglage pour être manœuvrée avec une clé (clé 27 fournie )
J’apporte le tout ce soir à 17h30
Nous avons remonté la broche hier soir, la machine est redevenue opérationnelle et le Z n’a plus un poil de jeu. Thierry a amené les cales pelables que nous installerons en fonction du point suivant.
Nous envisageons avec Francois et Thierry d’attaquer la rénovation de l’axe Y (et peut-etre Z pour gagner un peu de course) dans les semaines à venir. Cela veut dire que la machine serait arrêtée pour un petit moment, Je ne sais pas exactement combien de temps mais je pense un mini de 2 ou 3 mois. Est-ce que cela pose un problème a quelqu’un ? Dite le avant qu’on commence le démontage.
J’ai bien aimé la partie sur l’étude de l’entrée en résonance du châssis… je pense que dans ce domaine, c’est exactement comme pour les antennes radios : sur le papier, on à ce que la science définie, et en situation, on à un tout autre résultat
Dans mon pro, on avait constaté un vieillissement anormal d’une tôle soumise justement a des vibrations basses fréquences (qui ne pouvaient pas être atténuées), la solution a été de recouvrir la tôle d’un absorbant phonique en caoutchouc assez dense mais souple. L’augmentation de l’inertie + l’amortissement dans le caoutchouc a solutionné le problème.
J’ai bien aimé aussi le principe d’entrainement par courroies enroulées sur 3/4 du diamètre de la poulie, ainsi que la proposition d’une poulie qui ‹ roule › sur une courroie collée le long du rail (même si du coup, on perd la tolérance d’alignement que peut offrir une courroie).
C’est vraiment intéressant comme démarche, et très pédagogique !
Après pas mal d’essais, j’ai finalement réussi à rajouter un bouton palpage dans l’interface de Linuxcnc (sur ma machine en cours de finition). Comme j’en ai pas mal bavé, j’ai décrit comment faire dans LinuxCNC chapitre « Comment rajouter un bouton qui lance un fichier gcode dans linuxcnc ».
Je l’implementerai sur la machine de l’acolab la prochaine fois que j’irai. Au passage, je ne pourrai pas venir ce mercredi.
Serait il possible de se retrouver un apres midi à l’acolab pour commencer a mesurer la cale à faire pour l’axe Y et en faire le plan. On pourait ainsi usiner cette cale avant de demonter l’axe histoire de bloquer la machine le minimum de temps. Si vous etes d’accord, je serais disponible à partir de 14:30 jeudi, vendredi ou samedi de cette semaine.
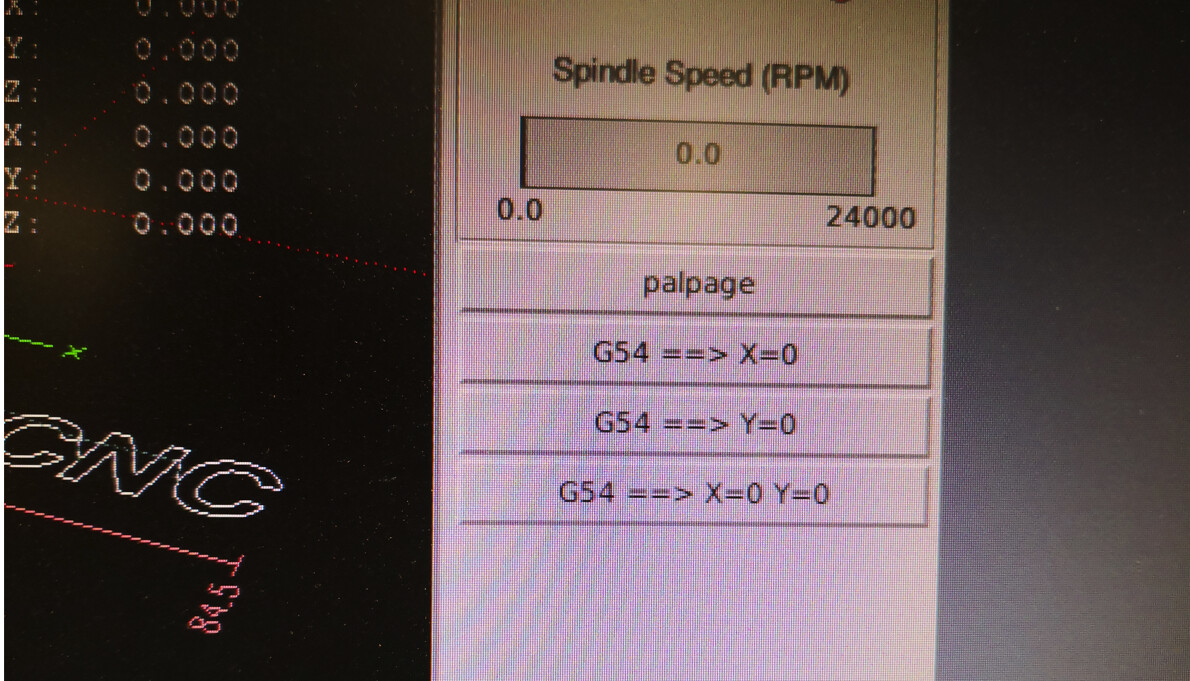
Je suis passé à l’Acolab pour implémenter le bouton « palpage ». Du coup je me suis lâché et j’ai mis des boutons pour les origines X et Y aussi.
Pour régler le Z : Lancez le programme de palpage après le cycle home ou après un changement d’outil ce qui aura pour but de régler automatiquement la pointe de l’outil en Z par rapport au martyre.
Pour le X ou le Y ou le XY, amenez l’outil au 0 en X et/ou Y avec le pendant et cliquez sur le 0 correspondant. Ceci ne fonctionne que dans le repère G54 ce qui, chance, est le défaut.
Si vous travaillez avec le Z par rapport au haut de la pièce et non par rapport au martyre :
Lancez le programme de palpage (le programme sortira l’outil du périmètre du palpeur à la fin du cycle de palpage et se trouvera 2mm en Z au dessus du palpeur)
Lancez la commande G00Z(épaisseur de votre pièce) pour monter ou descendre votre pointe outil au niveau du haut du brut. Attention de vérifier qu’il n’y a rien empéchant l’outil de descendre si le brut de la piece se trouve en dessous de l’outil.
Lancez la commande gcode dans l’interface MDI G10L20P1Z0 ce qui mettra l’origine en haut du brut. Je rajouterai un bouton Z=0 car dans ce cas ça peut être utile.
Si en X et Y vous voulez régler le 0 précisément vous allez approcher l’outil de la pièce dans l’axe à régler jusqu’à toucher le brut avec l’outil
Approchez votre outil avec le pendant ou avec la commande gcode G00 ou G01 au contact de votre pièce (voir remarque). Lorsque vous êtes au 0 programme, cliquez sur X=0 ou Y=0 suivant l’axe que vous réglez.
Dégagez votre outil de la pièce en montant la broche avec le pendant ou avec une commande G00Z(une valeur de sécurité)
Avancez votre outil d’un rayon suivant l’axe à régler avec la commande G00X(rayon d’outil) ou G00Y(rayon d’outil).
recliquer sur X=0 ou Y=0
Remarque : Le pendant ne permet pas d’approcher l’outil contre la pièce car l’incrément de « jog » est trop grand. Le bouton permettant de régler cet incrément ne fonctionne pas. Pour une précision plus grande, Je propose donc d’effectuer les manœuvres suivantes :
Approchez l’outil vers la pièce avec le pendant en vous arrêtant lorsque vous approchez la pièce d’une valeur de 2 fois l’incrément du jog du pendant.
Passer en incrémental avec la commande G91 sur l’interface MDI.
Puis faite des incréments de 1/10mm jusqu’à toucher la pièce avec la commande G00X0.1 ou G00Y0.1
lorsque vous touchez la pièce, cliquez sur le bouton 0 correspondant à l’axe à régler. - - N’oubliez pas de repasser en absolue avec G90 à la fin de la manoeuvre.
 )
)