@Fanny quand tu voudras fait moi signe
Est ce quelqu’un a fait la bibliothèque linux CNC pour fusion car mercredi 27 j’ai un futur adhérent l’entreprise fluidy qui vient faire des travaux avec la CNC
Il a l’habitude car il en a déjà une plus petite que la notre mais il utilise fusion pour faire songer code et elle fonctionne la sienne sous mach3
Pour les outils, si c’est une utilisation ponctuelle, il suffit qu’il utilise sa bibliotheque et ensuite il doit changer le numero d’outil manuellement dans le gcode et mettre le numero correspondant dans notre catalogue a la main.
( T106 : 4.0 )
T106 M6
Changer le T106M6 par le bon numero dans notre catalogue. (TxxxM6)
A la limite si le numero n’est pas le bon mais existe dans notre catalogue c’est pas grave puisqu’on n’utilise pas la compensation de rayon. Par contre si le numero n’existe pas dans notre catalogue, linuxcnc se plantera en disant que l’outil n’existe pas.
Assure toi que la precison des coordonnées X Y et Z soient au moins à 4 decimales mais ca devrait etre bon par defaut dans fusion.
Petit detail, si ton gar utilise les cycles de percage, dit le moi, je t’expliquerai un truc a faire (que j’ai integre dans le pospro cambam).
A savoir, à la fin des usinages, il n’y aura pas forcement une remonté au Z de securité, je ne sais pas trop ce que fait fusion.
Pour le reste, ca devrait marcher sans probleme.
J’ai reçu le driver d’avance pour la CNC mais le dernier transporteur est bloqué pour cause de COVID ![]()
Faudra penser à le désinfecter
Je peux passer le chercher avant d’aller à l’acolab cet après midi
C’est avec plaisir que je te recevrais mais
- tu prends des risques en venant voir un pestiféré
- Il n’y a pas d urgence dans la mesure ou ce driver est un « spare » pour la prochaine casse. Pour le moment la machine fonctionne.
Pour ceux que ca interessent, avec l’aide de Mike et de chatgpt, j’ai créé un Python qui génère un gcode permettant d’enlever les attaches d’une pièce à son brut lorsque l’on a choisi de générer des attaches dans cambam. A ce jour il n’est testé que sous windows, mais il sera installé dans sa version executable sur LE Pc de la grande CN lorsque le COVID m’aura laché la grappe comme dirait Renaud.
Dernier paragraphe du wiki ci dessous.
2 Petits bugs ce matin :
Problème d initialisation de Z :
*Linux CNC m indiquait que le contact est déjà appuyé lord de la prise de Z.
On a dut manipuler les fin de courses de la machine.
- Lorsque l on a fait stop en anticipé et que l on a voulu lancer une autre pièce le programme c est arrêté a la première ligne . Il a fallut tous redémarrer
Pierre, de l’entreprise Fludy (ils ont une CNC sous Mach3), a fait un tuto pour Cambam et LinuxCNC. Il va nous le transmettre.
Il est intéressé par la création de G-code directement dans Fusion 360 et va réaliser un tuto à ce sujet.
Pierre trouve que nos moteur chauffe beaucoup (sup a 60°, ça brûle).
Ça détériore les aimants
Et les drivers ??
Il me disait de limiter un peu le courant.
On peut installer des ailettes de refroidissement sur les moteurs

En plus c’est beau ![]()
Tiens, c’est la premiere fois que je vois un moteur en etoile avec un nombre paire de cylindres. ![]()
@pinatl est-il envisageable d’installer un cinquième axe pour graver des objets cylindrique ?
En théorie avec linuxcnc on peut piloter jusqu’à 9 axes. Par contre la programmation 4 axes, il faudra voir avec fusion
1 « J'aime »
Voici la gueule de notre plateau. Entre le point le plus haut et le point le plus bas, il y a 2.8mm
Par rapport au point du palpeur pris comme référence Xmac=20 Ymac=0 , le point le plus bas est à Z=-0.45 et le point le plus haut est à Z=2.42
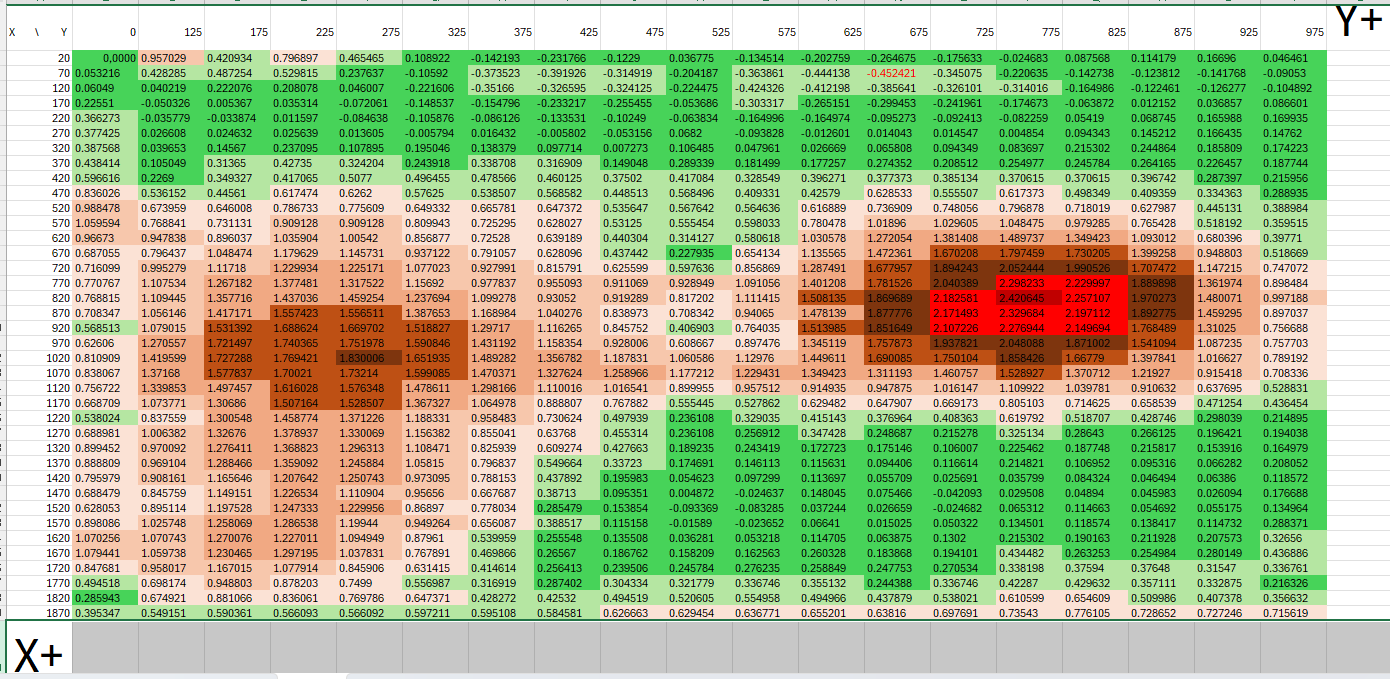
2025_02_06_machine_acolab.xlsx (41,9 Ko)
Attention par rapport à la machine,il faut tourner le graphique de 90° dans le sens trigo pour le voir comme la machine .
C était bien mon ressenti 3 mm de différence
Du MDF ne serait pas plus stable ???